Когда слышишь про инструменты и оснастку из нержавеющей стали для фармацевтики, многие сразу думают про марку AISI 316L и полировку. Но на деле, если ты работал на производстве, знаешь — тут куча нюансов, которые в каталогах не опишешь. Часто заказчики гонятся за 'самым стойким' сплавом, забывая про совместимость с моющими средствами или удобство ежедневной дезинфекции. Я сам лет десять назад считал, что главное — это паспорт материала, пока не столкнулся с коррозией на сварных швах у мешалки после контакта с одним чистящим раствором. С тех пор подход изменился.
Не просто сталь: выбор сплава и скрытые риски
Да, 316L — это стандарт. Но даже в рамках этой марки бывают отклонения по содержанию углерода или примесей, которые влияют на поведение в агрессивных средах. Один раз мы закупили партию зажимных устройств для трубопроводов — вроде бы всё по спецификации. А в процессе валидации мойки обнаружили точечную коррозию в пазах. Оказалось, поставщик сэкономил на травлении после механической обработки, оставил микрочастицы железа на поверхности. В чистых процессах это недопустимо — частицы могли попасть в продукт.
Ещё момент — обработка поверхности. Гладкая электрополировка — не всегда панацея. Для некоторых операций, например, в зонах с высокой влажностью, иногда более уместна матовая отделка — на ней меньше заметны микроцарапины, да и визуальный контроль проще. Но тут важно не переборщить с шероховатостью, чтобы не создавать участков для удержания биозагрязнений.
Часто упускают из виду совместимость с уплотнительными материалами. Оснастка же редко работает сама по себе — там и прокладки, и манжеты. Была история с мобильной тележкой для транспортировки кювет: сталь идеальная, а крепёжные элементы из неподходящего эластомера начали деградировать, выделяя запах. Пришлось переделывать.
Оснастка в контексте чистых помещений: интеграция с инфраструктурой
Здесь уже выходит за рамки просто металла. Допустим, у тебя есть идеальный из нержавейки стол для сборки. Но если в помещении система вентиляции не отлажена, или возникают перепады давления, на этой поверхности будет оседать пыль, несмотря на все процедуры очистки. Поэтому инструменты и оснастка — это часть экосистемы. Я видел проекты, где подрядчики поставляли блестящее оборудование, но не учитывали требования к воздушным потокам вокруг него — в итоге возникали застойные зоны.
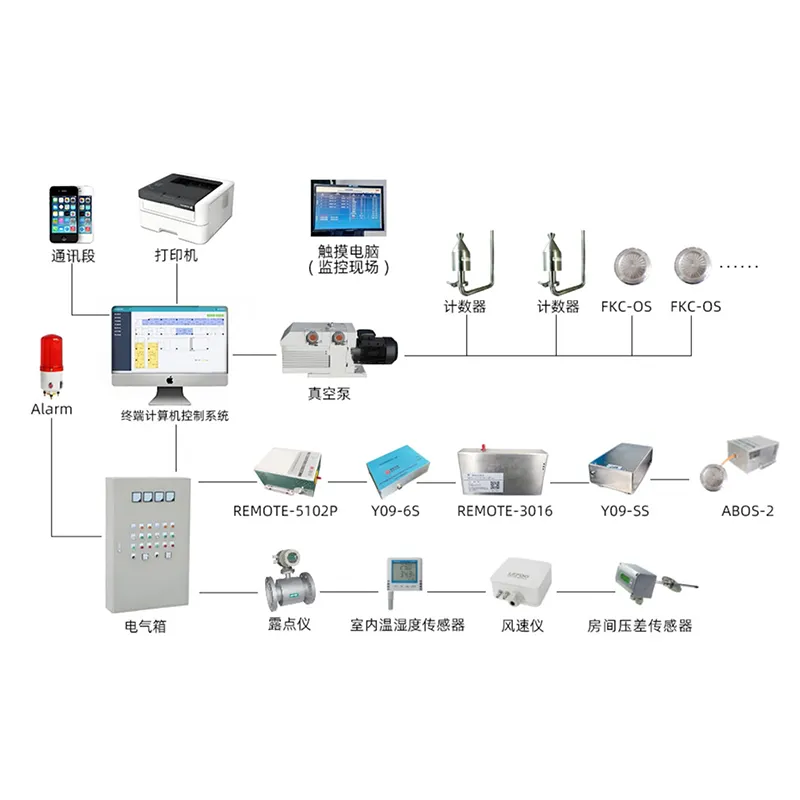
К слову, про проектирование. Когда компания АО Сучжоу Хунцзи Чистые Технологии занимается проектированием и строительством чистых помещений, грамотные специалисты всегда запрашивают данные по планируемой оснастке заранее — чтобы рассчитать воздухообмен и расстановку. У них в ассортименте как раз есть оборудование для очистки воздуха и мониторинга частиц — это критически важно для валидации среды, где работает наша нержавеющая оснастка. Потому что даже самый инертный материал станет источником риска, если вокруг него летает контаминант.
Из практики: на одном из участков асептического розлива мы долго не могли уложиться в нормы по микробиологии. Перепробовали всё с оснасткой. В итоге оказалось, что проблема была в неоднородности воздушного потока из потолочных диффузоров над рабочими столами. После корректировки с привлечением специалистов по вентиляции — всё пришло в норму. Так что сталь — важно, но система — важнее.
Сварка и сборка: где теряется качество
Большинство дефектов появляется на этапе изготовления. Аргонодуговая сварка в среде инертного газа — обязательно. Но я видел мастерские, где экономят на газе или не следят за чистотой вольфрамового электрода. Результат — окислы в шве, потенциальные очаги коррозии. Для фармпроизводства это брак, даже если внешне шов выглядит ровно.
Ещё один тонкий момент — пассивация. После сварки или механической обработки её проводить необходимо. Но концентрация кислот, температура, время выдержки — всё должно быть под контролем. Однажды мы получили партию кронштейнов, которые прошли пассивацию 'на глазок'. Тесты с раствором железосинеродистого калия и азотной кислоты показали неравномерность пассивного слоя. Пришлось возвращать.
И да, нельзя забывать про маркировку. На оснастке часто гравируют или наносят маркировку лазером. Лазерная маркировка предпочтительнее — нет риска внесения посторонних частиц. Но и здесь нужно проверять: не создаёт ли маркировка микрорельеф, где может задерживаться влага и моющие средства.
Валидация и ежедневная эксплуатация: разрыв между теорией и практикой
В документации всё гладко: 'оснастка из нержавеющей стали легко очищается и выдерживает многоцикловую стерилизацию'. На деле — операторы на линии могут использовать щётки с жёсткой щетиной, оставляющие царапины. Или применять моющее средство с высоким содержанием хлоридов, которое хоть и разрешено, но при частом контакте с тёплой водой может провоцировать коррозионное растрескивание. Нужно обучать персонал не просто процедурам, а пониманию материала.
У нас был случай с мобильными контейнерами для деталей. Их постоянно мыли в моечной машине с фосфатсодержащими детергентами. Со временем на дне появились матовые пятна — не коррозия ещё, но уже изменение поверхности. Разобрались — температура мойки была на верхнем пределе, плюс средство не совсем нейтральное. Сменили режим — проблема исчезла. Поэтому валидация моечных циклов — это не разовая акция, а постоянный мониторинг.
И конечно, ремонт. Если оснастка повреждена, её нельзя просто заварить 'как есть' и снова пустить в работу. Нужно полностью восстанавливать пассивирующий слой и проводить все проверки. Часто на это нет времени, и начинаются 'временные решения', которые становятся постоянными источниками риска.
Взгляд вперёд: что ещё влияет на выбор и применение
Сейчас много говорят про однократное использование, но для многих процессов многоразовая оснастка из нержавейки всё ещё экономически и экологически оправдана. Однако давление в сторону снижения кросс-контаминации растёт. Возможно, будущее за гибридными решениями — например, когда основные части из стали, а контактирующие поверхности — одноразовые полимерные вкладыши. Мы пробовали подобное для некоторых операций перегрузки порошков — работает, но требует переделки дизайна.
Также всё большее значение приобретает прослеживаемость. Не просто сертификат на партию стали, а цифровой паспорт на каждое изделие — какая плавка, кто сварщик, когда проводилась пассивация. Это уже не фантастика, некоторые продвинутые поставщики начинают такое предлагать. Для фармпроизводства, особенно работающего по GMP, это огромный плюс.
В итоге, возвращаясь к началу: инструменты и оснастка из нержавеющей стали — это не просто товар из каталога. Это результат понимания химии, физики, процессов производства и даже человеческого фактора. Выбирая их, нужно смотреть не только на цену и марку стали, но и на компетенции поставщика, его готовность вникать в твой технологический процесс. И всегда помнить, что они — лишь один элемент в сложной системе обеспечения качества, где и чистота воздуха, как та, что обеспечивает АО Сучжоу Хунцзи Чистые Технологии, и контроль частиц, и навыки персонала, играют не меньшую, а иногда и решающую роль.