Когда слышишь 'камера воздушного душа для материалов', многие представляют себе простой шкаф с парой фильтров и вентилятором. Это, пожалуй, самое распространённое заблуждение. На деле, если речь идёт о реальной защите сырья, полуфабрикатов или упаковки от кросс-контаминации при входе в чистую зону, всё становится куда тоньше и капризнее. Я не раз сталкивался с ситуациями, когда заказчик, сэкономив на проектировании этого узла, потом месяцами разбирался с повышенными частицами в зоне выгрузки. Самый яркий пример — история с одним фармацевтическим заводом под Казанью, но о ней позже.
Что на самом деле скрывается за термином
По сути, это барьерный шлюз, но не для людей, а для объектов. Его задача — не просто 'обдуть', а провести контролируемую деконтаминацию поверхности тары, коробов, катушек с плёнкой или даже отдельных компонентов. Ключевое слово здесь — контролируемую. Воздушный поток должен быть однородным по скорости и покрытию, а фильтрация — гарантировать класс чистоты, соответствующий защищаемому помещению. Частая ошибка — ставить фильтры H14, когда в зоне стоит H13, или наоборот. Дисбаланс давлений потом аукнется.
Конструктивно это не всегда 'камера'. Для рулонных материалов, например, делают тоннельные проходные системы с щелевыми воздушными ножами. Важно понимать, что будет загружаться: твёрдые короба создают турбулентность, а полимерная плёнка может наэлектризоваться и притянуть пыль уже после обдува. Приходится закладывать ионизаторы, но не все они совместимы с высокими скоростями потока. Тут как раз пригодился опыт коллег из АО Сучжоу Хунцзи Чистые Технологии, которые на своём сайте aircleanroom.ru акцентируют на комплексном подходе: оборудование должно проектироваться под конкретный технологический процесс, а не быть 'типовым'.
В их портфолио я видел решения для электронной промышленности, где камера для материалов интегрировалась с системой мониторинга частиц в реальном времени. Это уже следующий уровень. Но в 80% случаев у нас запрашивают именно базовое, но надёжное решение. И здесь начинаются подводные камни.
Опыт, который лучше учесть заранее
Вернёмся к примеру под Казанью. Завод закупил, как им казалось, стандартную камеру душа для вноса картонных коробов с крышками для флаконов. Короба подавались на рольганге, обдувались, заезжали в зону. Через месяц эксплуатации контроль в зоне упаковки начал показывать регулярные выбросы по частицам размером 5 мкм и выше. Искали причину везде — в персонале, в материалах, в основной системе вентиляции. Оказалось — в конструкции камеры.
Рольганг был установлен так, что между роликами и боковиной камеры оставалась щель в 3-4 мм. Вибрация при проезде короба выбивала из этой щели скопившуюся пыль (а картон — страшный пылегенератор), и её тут же подхватывало воздушным потоком и заносило прямо в чистую зону. Производитель камеры не предусмотрел ни герметичного примыкания, ни системы отсоса под рольгангом. Пришлось на месте доделывать — устанавливать щётки и дополнительный отсос. Простой линии, переделки, переваливания вины между поставщиком оборудования и монтажниками — классика жанра.
Отсюда вывод, который теперь для меня аксиома: камера воздушного душа для материалов — это не автономный аппарат. Это элемент границы между 'грязным' и 'чистым', и её конструкция должна быть завязана на способ загрузки/выгрузки, тип транспортировки и, что критично, на организацию смежных зон. Лучше потратить время на эскизный проект с расчётами потоков, чем потом латать дыры.
Детали, на которых спотыкаются
Ещё один момент — управление. Простая кнопка 'Пуск/Стоп' здесь не годится. Должен быть контрольный таймер, который не откроет выходную дверь, пока не пройдёт полный цикл обдува. И этот таймер должен быть связан с механизмом блокировки дверей. Видел системы, где связь была логической, а не механической — сбой в контроллере, и оператор, не дождавшись конца цикла, мог физически открыть дверь. Полный провал функции шлюза.
Материал отделки. Нержавейка 304 — стандарт, но для агрессивных сред нужна 316. А вот с порошковой покраской угольников каркаса стоит быть осторожнее — если камера стоит в неотапливаемом тамбуре, перепады температур могут привести к отслоению. Лучше горячее цинкование. Вопросы, которые часто задают уже после монтажа: 'А как мы будем это мыть? Куда стекает вода?'. Если не заложены дренажные уклоны и лючки для доступа, обслуживание превращается в мучение.
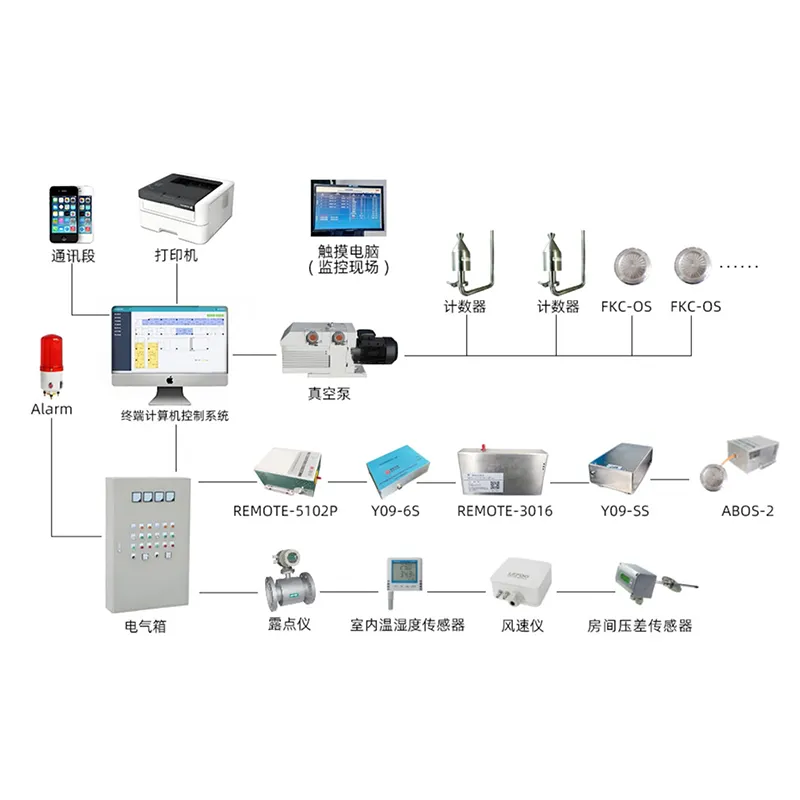
И, конечно, фильтры. Их срок службы зависит не от времени, а от загрузки. Но датчиков перепада давления на фильтрах в бюджетных комплектациях часто нет. В итоге их меняют либо по графику (и могут выбросить ещё живой фильтр), либо когда падение скорости потока становится заметным 'на глаз'. Ни то, ни другое не есть правильно. В идеале — интеграция с системой мониторинга, о которой упоминает в своих решениях АО Сучжоу Хунцзи. Но это уже для процессов с высокими требованиями.
Когда стандартное решение не работает
Был у нас проект для производителя оптических линз. Требовалось вносить заготовки в пластиковых кассетах. Казалось бы, всё просто. Но заказчик поставил условие: обдув должен снимать статический заряд, при этом не допускать вибрации кассеты (хрупкая оптика), а скорость потока должна быть снижена в зоне непосредственного обдува хрупких элементов. Пришлось проектировать камеру с двумя зонами: первая — мощный обдув с ионизацией для общей очистки, вторая — ламинарный поток с регулируемой скоростью через перфорированную панель именно на контуре кассеты. И всё это в одном корпусе.
Здесь типовой подход 'взяли чертёж с прошлого объекта' не сработал бы. Потребовались аэродинамические расчёты и прототипирование. Это к вопросу о том, почему услуги проектирования, которые предлагают, в том числе, и на aircleanroom.ru, — это не просто 'нарисовать коробку', а часто ключевая фаза. Экономия на ней ведёт к неэффективному оборудованию.
В другом случае, для пищевого производства, где вносились мешки с порошковыми ингредиентами, основной проблемой стала сама пыль от мешков. Стандартная камера с рециркуляцией воздуха внутри себя быстро забила бы фильтры. Решение было в организации вытяжного шкафа: воздух после обдува не возвращался на фильтры, а сразу удалялся в вытяжную систему цеха, а для поддержания давления в камере подсасывался чистый воздух из смежного коридора. Конструкция усложнилась, но эффективность очистки и срок службы фильтров выросли на порядок.
Вместо заключения: на что смотреть при выборе
Итак, если резюмировать разрозненные мысли. Выбирая или проектируя камеру воздушного душа для материалов, нужно отталкиваться не от цены за квадратный метр, а от ответов на конкретные вопросы. Что именно будем продувать? (геометрия, материал, пылевыделение). Как это будет подаваться? (вручную, тележкой, конвейером). Каков требуемый класс чистоты на выходе? Есть ли особые условия (взрывозащита, агрессивная среда, необходимость снятия статики)?
Обязательно требовать от поставщика не просто каталог, а расчёт эффективности деконтаминации или хотя бы описание аналогичных решений. Компании, которые занимаются именно инжинирингом, как, судя по описанию, АО Сучжоу Хунцзи Чистые Технологии с их услугами по проектированию и строительству 'под ключ', обычно готовы такие вещи предоставить. Их ассортимент, включающий и оборудование, и мониторинг, говорит о системном видении.
И последнее. Всегда закладывайте время и бюджет на валидацию работы этого узла. Хотя бы простейшую — тест с частицевым счётчиком на входе и выходе при имитации рабочей загрузки. Это та проверка, которая покажет, купили ли вы эффективный инструмент или просто красивый металлический шкаф, который создаёт видимость контроля. В нашей области видимость, увы, слишком дорогое удовольствие.