Многие думают, что лазерный счетчик частиц — это просто прибор, который показывает цифру. Включил, посчитал, получил результат. На деле же, это целая история про интерпретацию, про понимание того, что происходит в воздушном потоке, и про постоянную борьбу с контекстом измерений. Если подходить к нему как к ?черному ящику?, можно наломать дров, причем в самом прямом смысле, когда речь идет о валидации чистых помещений или настройке вентиляционных систем.
От цифры на экране до реальной картины
Взял как-то один из наших лазерных счетчиков частиц — кажется, это была модель от Lighthouse — на объект, где клиент жаловался на постоянные превышения по классу чистоты. Прибор показывал прекрасные цифры в статике. Но стоило начать симуляцию рабочей активности, картина резко менялась. Тут и начинается самое интересное: сам по себе счетчик — лишь регистратор. Ключевое — это протокол измерений. Где именно стоит датчик? Как организован забор пробы? Учитывается ли влияние самого оператора? Частая ошибка — измерять в удобной точке, а не в репрезентативной.
Например, в проектах для фармацевтики, которые мы вели через АО Сучжоу Хунцзи Чистые Технологии, акцент всегда делался не на продаже прибора как такового, а на интеграции системы мониторинга в общую концепцию чистого помещения. Их подход к проектированию как раз подразумевает, что точки отбора проб должны быть заложены на этапе чертежей, а не прикручены потом на скотч. И это правильно. Потому что потом переделывать — в разы дороже.
Был случай на одном производстве электронных компонентов. Установили стационарную систему мониторинга на базе нескольких счетчиков частиц. Данные в норме, но технологи время от времени фиксировали брак. Оказалось, что пиковые, кратковременные выбросы частиц при смене технологической оснастки система просто ?не видела? из-за настроенного усреднения данных. Пришлось лезть в программное обеспечение, менять логику опроса датчиков и настройки тревог. Вывод: прибор должен быть настроен под процесс, а не процесс под показания прибора.
Калибровка: та самая ?бумажка?, о которой все забывают
Про калибровку говорят все, но реально следят за ее своевременностью, увы, не все. А зря. Лазерный счетчик — устройство оптическое. Со временем может загрязниться оптическая камера, может ?устать? лазерный диод, может дать drift система детектирования. Мы всегда настаиваем на регулярной поверке по ГОСТ Р 8.832 или, что чаще в индустрии, с привлечением аккредитованных центров. Без этого любые данные — просто набор чисел, не имеющий юридической или технической силы.
Особенно критично это для сервисных инженеров, которые занимаются валидацией. Приехал на объект со своим ?проверенным? счетчиком, а у заказника свой, только что с поверки. Разница в показаниях может быть в 10-15%, и вот тут начинаются долгие и мучительные разбирательства. Чаще всего проблема именно в состоянии приборов. Поэтому в нашей практике, когда АО Сучжоу Хунцзи Чистые Технологии поставляет комплексные решения ?под ключ?, мы всегда закладываем в контракт график и условия метрологического сопровождения оборудования. Это снимает массу вопросов в будущем.
Помню, один наш клиент из сферы микрооптики пытался сэкономить, отказываясь от ежегодной калибровки, мол, ?прибор и так работает?. Через два года у них начались систематические проблемы с качеством покрытий. После проверки выяснилось, что счетчик занижал реальную концентрацию частиц размером 0.5 мкм почти на 30%. Помещение считалось чистым, а на деле там вовсю летала пыль. Ремонт линии и повторная валидация обошлись в разы дороже, чем все пропущенные калибровки вместе взятые.
Выбор прибора: поток, чувствительность и… удобство
Сейчас на рынке куча моделей: от портативных handheld-устройств до сложных многоканальных стационарных систем. Часто гонятся за самым большим количеством каналов или самым маленьким детектируемым размером. Но для контроля чистого помещения класса ISO 5 (Class 100) часто нет необходимости в счетчике, считающем частицы 0.1 мкм. Достаточно 0.3 и 0.5 мкм. А вот на что стоит смотреть, так это на расход пробы (flow rate). Стандарт — 1 куб.фут в минуту (примерно 28.3 л/мин). Если расход ?плывет? или не соответствует заявленному, данные будут некорректны.
Для мобильных проверок мы часто используем портативные счетчики с батарейным питанием. Удобно, но есть нюанс: при разряде батареи может падать мощность лазера, а значит, и чувствительность. Поэтому правило простое — перед каждым важным замером полная зарядка и, по возможности, проверка по эталонному фильтру (если такая функция есть).
В ассортименте нашей компании есть разные решения, и выбор всегда начинается с вопросов к заказчику: ?Что вы будете измерять? При каких процессах? Нужен ли вам вывод данных в систему??. Иногда лучше предложить не самый дорогой прибор, но с удобным ПО для построения отчетов и графиков, которое сэкономит кучу времени технологу. Ведь конечная цель — не измерение, а контроль процесса и принятие решений на основе этих данных.
Практические ловушки и как в них не попасть
Работая с лазерными счетчиками частиц, наступаешь на одни и те же грабли, пока не набьешь шишку. Одна из таких граблей — электростатика. Особенно зимой, в сухом воздухе. Частицы могут прилипать к стенкам пробоотводящего шланга из-за статического заряда, и счетчик их просто ?не увидит?. Решение — использование антистатических трубок или специальных нейтрализаторов в линии отбора пробы. Мелочь, а влияет сильно.
Другая частая проблема — вибрация. Если проводить измерения рядом с работающим компрессором или вентилятором, вибрация может передаваться на оптический блок и создавать шум, который прибор будет интерпретировать как ложные срабатывания. Приходится искать другое место для отбора пробы или использовать демпфирующие крепления.
И конечно, человеческий фактор. Самый сложный для отлова. Как-то раз наблюдал, как оператор, проводящий мониторинг, непреднамеренно создавал потоки воздуха своим движением, проходя мимо точки отбора пробы. Данные были испорчены, но понять это можно было только проанализировав временные ряды и сопоставив их с журналом посещений. Теперь всегда инструктирую: ?Встал, включил, и стой как вкопанный, или выйди из помещения, если это позволяет протокол?.
Интеграция в общую систему контроля чистоты
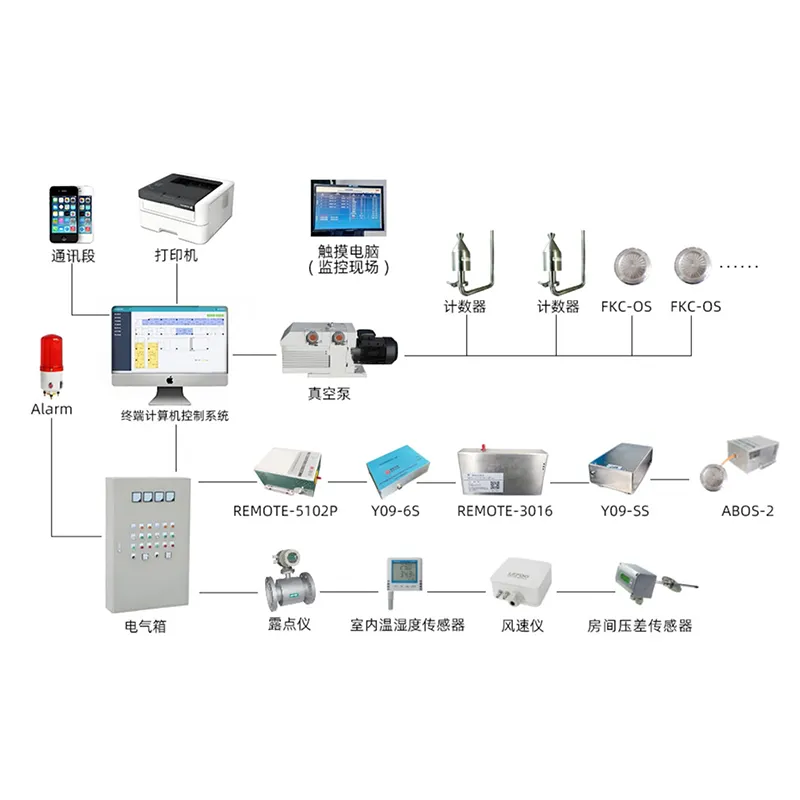
Сегодня счетчик частиц редко работает сам по себе. Это элемент системы. Данные с него могут идти в SCADA-систему, запуская алгоритмы управления приточной вентиляцией или подавая сигнал тревоги при превышении. Вот здесь кроется отдельный пласт задач: совместимость интерфейсов (RS-485, Ethernet, аналоговый выход), настройка программного обеспечения, обеспечение бесперебойного питания.
В проектах по строительству чистых помещений, которые реализует АО Сучжоу Хунцзи Чистые Технологии, этот момент прорабатывается на ранней стадии. Чтобы потом не пришлось штробить стены для прокладки нового кабеля связи. Удобно, когда один подрядчик отвечает и за стены, и за вентиляцию, и за систему мониторинга — меньше точек отказа и взаимных претензий.
Например, при оснащении лабораторного комплекса мы столкнулись с задачей интеграции данных с двадцати точек отбора проб в единую базу данных предприятия. Потребовалась не просто поставка приборов, а разработка шлюза для преобразования протоколов и написание скриптов для корректного отображения данных. Без понимания того, как в итоге эти данные будут использоваться технологами и менеджерами по качеству, можно создать идеальную с технической точки зрения, но абсолютно бесполезную на практике систему.
В итоге, возвращаясь к началу. Лазерный счетчик частиц — это не панацея и не волшебная палочка. Это рабочий инструмент, эффективность которого на 90% определяется тем, кто и как его использует. Понимание физики процесса измерения, внимательность к деталям и системный подход — вот что превращает красивые цифры на дисплее в надежную основу для обеспечения чистоты и, как следствие, качества конечной продукции. Все остальное — просто железо и пластик.