Когда слышишь ?онлайн-счётчик частиц?, первое, что приходит в голову — это какой-то прибор, который стоит в углу и показывает цифры. Многие заказчики так и думают, особенно те, кто только начинает работать с чистыми помещениями. Закупают, вешают, смотрят на дисплей и успокаиваются. А потом удивляются, почему при, казалось бы, приемлемых показателях, на продукте вдруг появляется брак. Сам через это проходил, когда лет десять назад мы ставили первые системы на фармацевтическом производстве. Цифры в норме, а микробиология — нет. Оказалось, что счётчик-то считал, но данные были ?мёртвые? — их никто не анализировал в реальном времени, не видел трендов, не связывал с событиями в помещении. Вот с этого, пожалуй, и начну.
Что на самом деле скрывается за термином
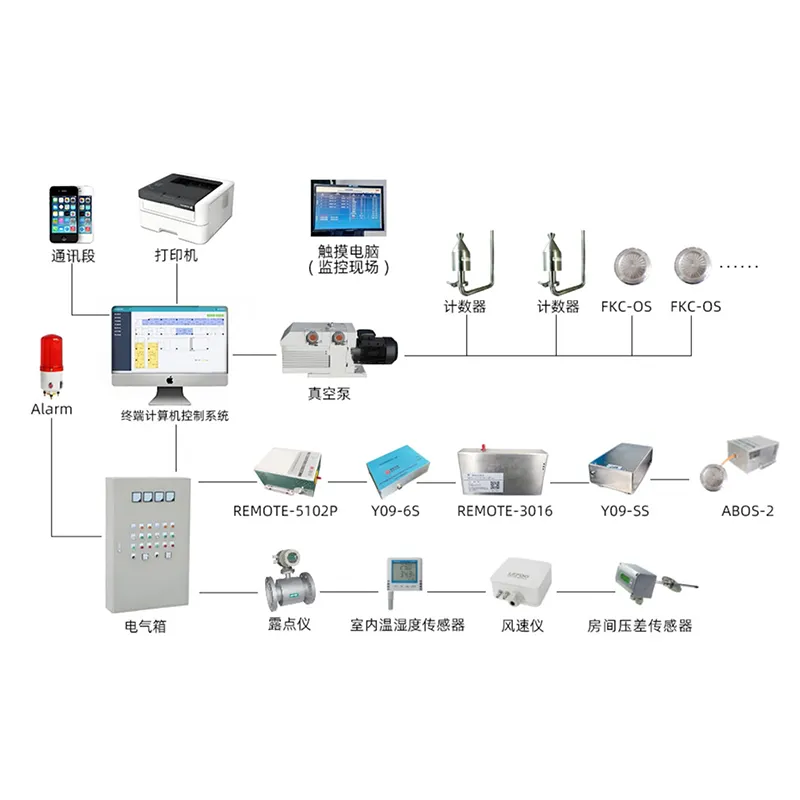
Сегодня под онлайн-счётчиком частиц я понимаю уже не отдельный прибор, а целый контур. Это датчик, система пробоотбора, канал передачи данных (проводной или беспроводной), программное обеспечение для визуализации и, что критически важно, — алгоритмы или люди, которые эти данные интерпретируют. Если чего-то из этого нет, то это просто дорогой измеритель, а не инструмент для контроля процесса.
Вот, к примеру, в ассортименте АО Сучжоу Хунцзи Чистые Технологии (их сайт — aircleanroom.ru) оборудование для мониторинга всегда позиционируется как часть комплексного решения. И это правильно. Потому что их счётчики часто идут в связке с системами для чистых помещений, которые они же и проектируют. Важно не просто продать клиенту датчик, а встроить его в технологический процесс. На их сайте в разделе продукции чётко видно, что приборы для мониторинга — это не отдельная категория, а элемент общей экосистемы ?оборудование — мониторинг — услуги?.
Частая ошибка — ставить счётчики только на выходе HEPA-фильтров. Да, это даст картину эффективности фильтрации, но совершенно не скажет о том, что происходит в рабочей зоне, где ходят люди, работает оборудование. На одном из объектов по производству электронных компонентов мы как раз попали в эту ловушку. На выходе фильтров — стабильный класс ISO 5, а над монтажным столом — скачки до ISO 7 при каждой операции. Онлайн-система это сразу показала, пришлось срочно пересматривать организацию воздушных потоков и режимы работы вытяжек.
Подводные камни калибровки и валидации
Тут есть нюанс, о котором редко говорят в рекламных проспектах. Любой онлайн-счётчик частиц требует регулярной калибровки. И это не просто ?отдать в лабораторию раз в год?. На конвейере, например, в микроэлектронике, простои крайне дороги. Поэтому важна не только периодичность, но и метод. Некоторые продвинутые модели позволяют проводить верификацию на месте с помощью эталонных суспензий, что сокращает время простоя. Но это, опять же, нужно закладывать в эксплуатационные расходы изначально.
Работая с решениями от aircleanroom.ru, обратил внимание, что они акцентируют внимание на документальном сопровождении оборудования — протоколы калибровки, методики поверки. Для сертифицированного производства, особенно по GMP или ISO 14644, это не бюрократия, а необходимость. Инспектор придёт и первым делом спросит не о показаниях, а о том, как вы подтверждаете, что ваш счётчик вообще показывает правду.
Был у меня негативный опыт с одной западной системой, очень разрекламированной. Датчики были беспроводные, красивые, данные выводились в облако. Но когда пришло время ежегодной валидации чистого помещения по ГОСТ Р ИСО 14644-1, выяснилось, что протокол калибровки датчиков не соответствует требованиям нашего регулятора. Пришлось в срочном порядке арендовать эталонный переносной счётчик для аттестации. Дорого и нервно. Теперь всегда уточняю этот момент на стадии обсуждения техзадания.
Программное обеспечение: где кроется реальная ценность
Аппаратная часть — это, грубо говоря, железо и физика. А вся ?интеллектуальная? составляющая, ради которой, собственно, и затевается онлайн-мониторинг, сидит в софте. Хорошая система должна не только рисовать графики, но и уметь настраивать пороги срабатывания тревог по разным каналам (например, отдельно для частиц размером 0.5 мкм и 5.0 мкм), привязывать тревоги к событиям (вход персонала, начало техпроцесса), вести журнал и формировать отчёты.
В идеале — интеграция с общей системой управления зданием (BMS) или технологическим процессом (SCADA). Упомянутая ранее компания АО Сучжоу Хунцзи в своих комплексных проектах как раз предлагает такие интеграционные решения. Это уже уровень не просто контроля, а управления качеством среды. Когда при превышении уровня частиц в зоне автоматически повышается оборот вентиляторов или блокируется дверь — это и есть та самая ?онлайн?-составляющая, работающая на опережение.
Но и тут есть подвох. Чем сложнее софт, тем выше требования к квалификации пользователя. Ставили мы систему на заводе по производству оптики. Графики, карты тепла, куча тревог. А персонал, который сидел в операторной, был из бывших технологов, не особо дружащих с компьютерами. В итоге они просто смотрели на один общий индикатор ?норма/не норма?, а вся мощность аналитики простаивала. Пришлось проводить отдельное обучение и максимально упрощать интерфейс. Вывод: система должна быть адекватна не только процессу, но и людям, которые с ней работают.
Экономика вопроса: когда это действительно выгодно
Внедрение распределённой системы онлайн-счётчиков частиц — инвестиция. И её нужно обосновывать. Не всем и не всегда это нужно. Для небольшой лаборатории, где проводятся эпизодические работы, может быть достаточно периодического контроля переносным прибором. А вот для круглосуточного фармацевтического производства или линий сборки аккумуляторов — это must-have.
Расчёт окупаемости часто строится не на прямой экономии, а на предотвращении убытков. Один случайный выброс аэрозоля, не обнаруженный вовремя, может привести к браку всей партии продукции или остановке линии на сутки. Стоимость такого инцидента на порядки превышает стоимость системы мониторинга. На сайте АО Сучжоу Хунцзи в описании услуг по проектированию видно, что они подходят к вопросу системно — оборудование для очистки и мониторинга подбирается исходя из технологических рисков заказчика, а не просто по принципу ?чем больше, тем лучше?.
Интересный кейс был на пищевом производстве, в зоне фасовки. Там стояли дорогие импортные счётчики, но их датчики постоянно забивались мелкодисперсной мукой. Обслуживание и чистка были очень затратными. Перешли на более простые, но с иным принципом пробоотбора (с вынесенной из зоны прямого воздействия точкой забора), которые предлагались в том числе и в ассортименте упомянутой компании. Экономия на обслуживании составила около 30% в год, при том что качество данных не ухудшилось. Иногда более простое и адаптированное к конкретной среде решение оказывается умнее.
Взгляд в будущее: тренды и развитие
Сейчас всё больше говорят о предиктивной аналитике. То есть система на основе исторических данных должна не только констатировать факт загрязнения, но и предсказывать его вероятность — например, исходя из графика работы оборудования, циклов замены фильтров, активности персонала. Это следующий логический шаг после простого онлайн-мониторинга.
Ещё один тренд — миниатюризация и снижение стоимости датчиков. Это позволит создавать более плотные сети мониторинга внутри чистого помещения, строить точные 3D-карты распределения частиц в реальном времени. Это уже не фантастика, а пилотные проекты, которые я видел на отраслевых выставках.
Но, как бы ни развивались технологии, фундамент остаётся прежним: достоверные данные, принятые на их основе решения и интеграция в рабочий процесс. Будь то оборудование от глобального гиганта или от специализированного поставщика вроде АО Сучжоу Хунцзи Чистые Технологии, суть не в бренде, а в том, насколько глубоко инженеры понимают вашу технологию. Ведь счётчик — это всего лишь инструмент. А качество конечного продукта определяет тот, кто этим инструментом грамотно пользуется.