Когда говорят о чистых помещениях, многие сразу представляют себе ламинарные потоки, HEPA-фильтры, костюмы 'кролики'. А вот передаточная камера часто оказывается на периферии внимания, мол, коробка с двумя дверями и всё. На деле же — это один из самых нагруженных и капризных элементов. От её работы зависит, не превратится ли ваш дорогущий cleanroom в обычную комнату с избыточной вентиляцией из-за постоянных нарушений перепада давления при передаче материалов. Сам видел проекты, где на неё выделяли по остаточному принципу, а потом месяцами ловили нестабильность по частицам именно на этой точке.
Конструкция: где кроется дьявол
Казалось бы, что сложного: корпус, две герметичные двери с блокировкой, панель управления, может, УФ-лампа. Но первый же опыт эксплуатации показывает подводные камни. Например, материал корпуса. Нержавейка — это стандарт, но какая именно? Если взять слишком тонкую или без должной полировки, со временем появляются микроцарапины — идеальные ловушки для контаминации. Мы как-то заказывали камеру у стороннего поставщика, сэкономили на этом, и через полгода пришлось её полностью разбирать и перешлифовывать внутренние поверхности. Хлопот больше, чем если бы сразу взяли у проверенного производителя, вроде АО Сучжоу Хунцзи Чистые Технологии. У них в каталоге, кстати, этот момент сразу акцентирован — марка стали и качество обработки.
А блокировка дверей... Механическая, электрическая, пневматическая? Механика надёжна, но если персонал будет грубо работать, механизм разбалтывается. Электрика чувствительна к перепадам в сети. Часто оптимальным оказывается гибридный вариант. И ещё момент — датчики положения створок. Лучше ставить дублирующие, иначе однажды может случиться ситуация, когда камера 'решит', что дверь закрыта, хотя она притворена на миллиметр. Перепад упадёт, и всё, привет, внешний воздух.
И не забудем про сварные швы. Их качество — это вопрос не только герметичности, но и возможности очистки. Шов должен быть ровным, без раковин. Визуально на приёмке это может быть не заметно, но позже, при обработке дезсредствами, в микротрещинах начинает скапливаться грязь. Проверять нужно тщательно, с лупой.
Интеграция в систему чистого помещения
Вот здесь чаще всего и происходят ошибки проектирования. Передаточная камера — не автономный модуль. Она должна быть жёстко вписана в систему контроля давления и вентиляции всего помещения. Бывает, ставят камеру, а подвод воздуха организуют от ближайшей общей магистрали, без отдельного регулируемого клапана. В итоге, когда открывается дверь со стороны коридора обслуживания, происходит резкий сброс давления не только в камере, но и в примыкающей зоне чистого помещения. Восстановление занимает время, а за это время может пройти передача.
Мы в одном из проектов для фармкомпании столкнулись с такой проблемой. Решение было не самым дешёвым: пришлось ставить дополнительный скоростной клапан на приток и дорабатывать алгоритм работы БАС (автоматизированной системы управления зданием). Камера должна 'общаться' с БАС, подавая сигнал о начале цикла, чтобы та скорректировала потоки в смежных зонах. Интеграцию такого уровня предлагают не все. На сайте aircleanroom.ru в разделе услуг по проектированию как раз упоминается комплексный подход, что логично — они и оборудование делают, и помещения строят, поэтому могут просчитать эти связи на этапе проектирования.
Ещё один нюанс — расположение. Её нельзя ставить где попало. Должна быть логистика: откуда поступают материалы, куда они идут. Рядом с камерой нужно место для временного складирования упаковок снаружи и внутри. Если этого не предусмотреть, персонал начнёт ставить коробки прямо напротив дверей, перекрывая воздушные потоки и нарушая эргономику.
Цикл работы и человеческий фактор
Прописные истины гласят: открыли одну дверь, положили предмет, закрыли, подождали цикл дезинфекции (если есть УФ), открыли вторую дверь. В реальности люди вечно спешат. Видел, как оператор, чтобы сэкономить 20 секунд, засовывает руку в уже закрывающуюся дверь, чтобы поправить пакет. Система блокировки срабатывает, цикл сбрасывается, всё идёт заново. В итоге — потеря большего времени.
Поэтому помимо техники, важна инструкция и, простите за тавтологию, дисциплина. Иногда помогает не просто кнопка 'Пуск', а сенсорная панель с пошаговой визуализацией процесса: 'Дверь А закрыта. Идёт цикл очистки. Осталось 15 сек. Откройте дверь Б'. Это снижает тревожность у персонала — он видит, что система работает, и не пытается её 'подтолкнуть'.
А выбор режимов... Нужен ли режим 'только передача' без дезинфекции для инертных упаковок? Нужен ли режим длительной УФ-обработки для тары из нестерильной зоны? Эти настройки должны быть доступны не всем, а только старшему смены через пароль. Иначе будет бардак.
Дезинфекция: УФ и не только
Ультрафиолетовая лампа внутри — почти обязательный атрибут. Но её эффективность — отдельная тема. Во-первых, срок службы. Менять нужно строго по регламенту, даже если она ещё светится. Интенсивность УФ-излучения падает со временем. Во-вторых, геометрия камеры. Если внутри есть полки, кронштейны, они отбрасывают 'мёртвые' тени, куда излучение не попадает. Предмет, поставленный в такое место, не обработается.
Поэтому в критичных приложениях (например, для фармацевтического производства стерильных препаратов) одной УФ-дезинфекции может быть недостаточно. Рассматривают варианты с аэрозольной обработкой перекисью водорода (VHP) для самой камеры. Но это уже совсем другой уровень сложности и стоимости, нужны системы подачи и нейтрализации реагента. В описании проектов АО Сучжоу Хунцзи Чистые Технологии встречал упоминание о разработке решений под конкретный класс чистоты — наверняка они могут предложить и такой вариант, если задача того требует.
И ещё: обеззараживание поверхностей самой камеры. Гладкие стены — это хорошо, но стыки между дверью и корпусом, уплотнители — их как обрабатывать? Значит, нужен регламент и по ручной протирке дезрастворами. Технология должна быть комплексной.
Мониторинг и валидация
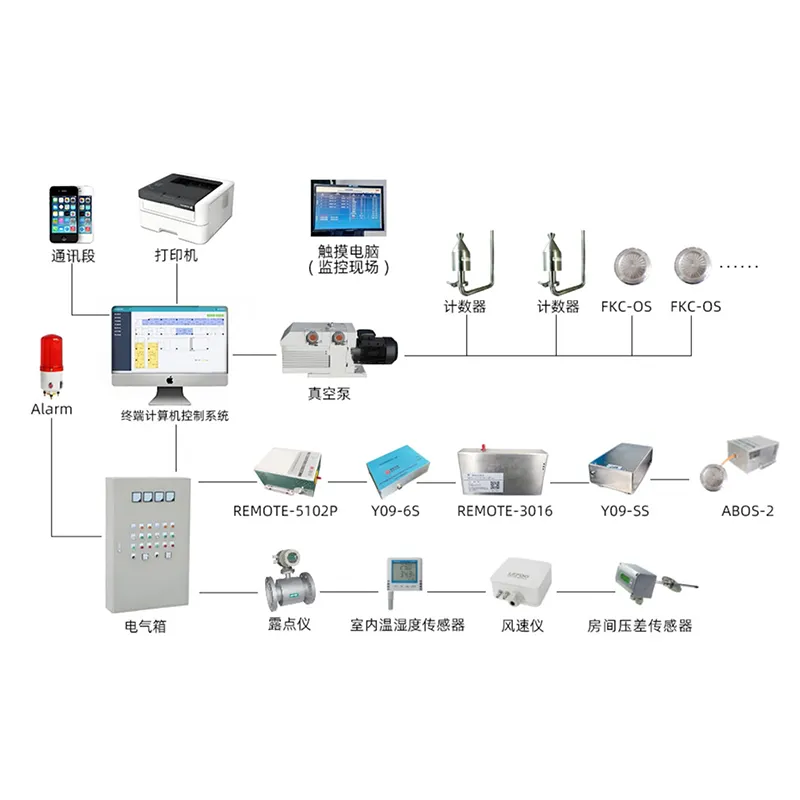
Установили камеру и забыли? Не выйдет. Нужен постоянный мониторинг ключевых параметров. Минимум — регистрация перепада давления внутри камеры относительно смежных зон и счётчик циклов срабатывания дверей. Это базовые данные для анализа нагрузки. Хорошо, если есть встроенный датчик частиц, но он должен быть правильно откалиброван и расположен в точке, репрезентативной для всего объёма.
Валидация — отдельная история. Нужно подтвердить, что заявленный цикл (очистка воздухом, УФ-облучение) действительно обеспечивает требуемый уровень деконтаминации. Делают это с помощью индикаторов — тех же самых биологических, что и для валидации стерилизаторов. Размещаешь их в самых 'неудобных', с точки зрения облучения, точках, проводишь цикл и потом смотришь результат в лаборатории. Если всё в порядке — хорошо. Если нет — ищи причину: может, лампа слабая, может, время цикла мало, а может, воздушный поток выдувает споры из зоны обработки.
Оборудование для такого мониторинга — датчики частиц, анемометры — тоже должно быть под рукой. В ассортименте компании, о которой шла речь, как раз есть приборы для мониторинга взвешенных частиц. Логично, когда один поставщик отвечает и за ключевой узел (передаточную камеру), и за средства контроля её работы. Меньше вопросов по совместимости и гарантиям.
Итог: мысль вслух
Так что, передаточная камера — это не 'просто шлюз'. Это сложный интерфейс между мирами с разной степенью чистоты. К её выбору и интеграции нужно подходить так же серьёзно, как к выбору системы фильтрации. Экономия здесь часто приводит к прямым убыткам позже — на доработках, простоях, валидационных срывах. Лучше сразу считать её полноценной подсистемой, со своими требованиями к проектированию, материалам, управлению и валидации. И сотрудничать с теми, кто понимает её именно в таком, системном ключе, а не просто продаёт железный ящик с дверями. Опыт, в том числе негативный, показывает, что это единственный рабочий подход.