Если честно, когда слышишь ?пробоотборник?, многие сразу представляют себе какую-то коробочку с кнопкой, которая щёлкает — и всё готово. На деле же, особенно когда речь идёт о совмещённом отборе микроорганизмов и частиц, это целая история про понимание среды, в которой ты работаешь. Ошибка частая — думать, что купил аппарат, поставил его в чистую зону, и он тебе выдаст ?истину в последней инстанции?. А потом удивляются расхождениям в протоколах. Сам через это проходил.
От теории к практике: что часто упускают из виду
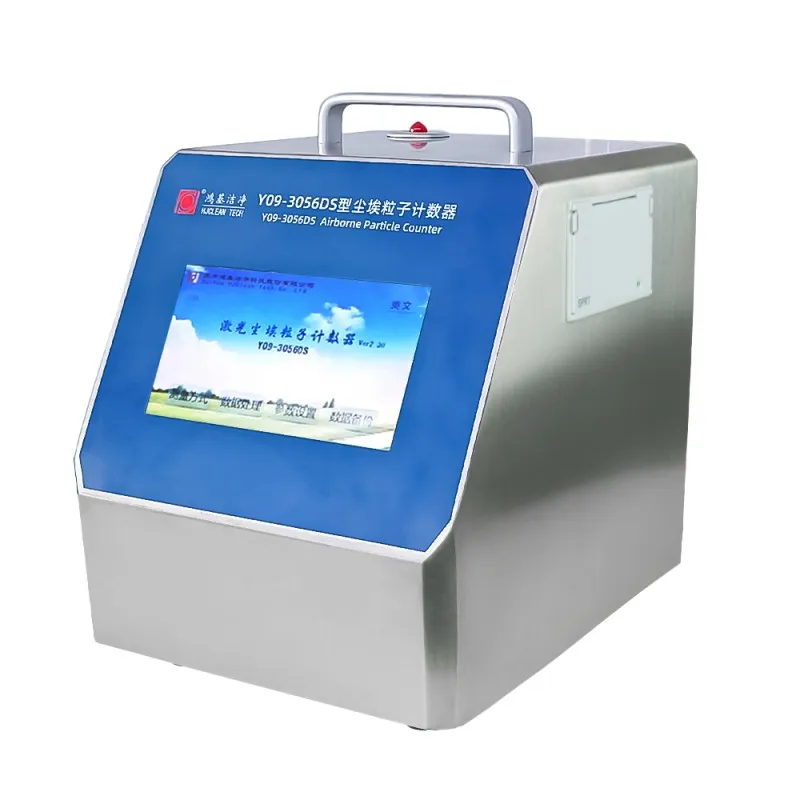
Взять, к примеру, базовый принцип аспирации. Вроде всё просто: определённый объём воздуха, скорость потока, питательная среда или подложка для импакции. Но вот нюанс, который в учебниках мелким шрифтом: инерционность частиц и ?поведение? микробного аэрозоля — это две большие разницы. Прибор, который заточен только под частицы в воздухе, может использовать лазерную технологию рассеяния, и это здорово для мгновенных данных по концентрации и фракциям. Однако тот же поток воздуха, если мы хотим отобрать жизнеспособные микроорганизмы, может их просто-напросто повредить на этапе попадания в сопло или на ударную поверхность. Получается, ты считаешь КОЕ, а реальная бионагрузка была иной. Видел такие казусы на фармпредприятиях, когда после валидации чистого помещения цифры вроде в норме, а при инспекции находят слабое место именно в методике отбора проб.
Поэтому современный пробоотборник микроорганизмов — это часто компромисс или, точнее, инженерное решение. Некоторые модели, как те, что мы иногда поставляли в рамках проектов для чистых помещений, используют раздельные каналы или программируемые циклы: сначала отбор на чашку с селективной средой с низкой скоростью для сохранения жизнеспособности клеток, затем — цикл подсчёта частиц. Но и это не панацея. Важна калибровка под конкретную задачу: отбор в операционной — одно, в цехе по производству белковых препаратов — совершенно другое. Тут уже встаёт вопрос о типе импактора (щелевой, струйный), о материале подложки, о времени отбора.
И ещё один момент, о котором редко говорят продавцы, но который всплывает в полевых условиях — это уровень шума и вибрации прибора. Кажется, мелочь? Попробуй провести длительный мониторинг в лаборатории, где и так фонят другие установки. Вибрация может повлиять на оседание частиц на самой поверхности прибора, что исказит данные по гранулометрическому составу. Приходилось сталкиваться, когда данные с стационарного пробоотборника и портативного, вынесенного на время в ту же зону, давали систематическое расхождение. Причина оказалась в резонансных частотах от работы вентиляции под потолком, где был закреплён стационарный датчик.
Связь с системами чистых помещений: неразрывное целое
Вот здесь мы плавно подходим к тому, что пробоотборник — не остров. Его данные — это входной сигнал для системы управления микроклиматом. В наших проектах, скажем, при строительстве чистых помещений под ключ, мы всегда закладываем точки отбора проб воздуха не просто по стандартной сетке, а с привязкой к потенциально критическим точкам процесса: зоны загрузки сырья, окрестности разгрузочных шлюзов, места непосредственного контакта оператора с продуктом. И для каждой такой точки иногда требуется свой режим работы пробоотборника.
Был у меня опыт взаимодействия с командой АО Сучжоу Хунцзи Чистые Технологии. Они как раз из тех, кто понимает эту связку. На их ресурсе aircleanroom.ru видно, что они не просто продают оборудование, а предлагают комплекс: от проектирования чистых зон до мониторинга. И это логично. Можно поставить самый дорогой пробоотборник, но если точки отбора выбраны без учёта аэродинамики помещения, данные будут бесполезны. Их подход к проектированию, судя по обсуждениям с их инженерами, как раз строится на интеграции систем мониторинга, включая приборы для отбора микроорганизмов и частиц, в общую архитектуру вентиляции и климат-контроля.
Конкретный пример из практики: монтаж линии в чистых помещениях для микроэлектроники. Там требования к частицам — жёстче некуда, а вот микробиологический контроль может быть вторичен. Но! При монтаже использовались полимерные материалы, которые со временем могли давать газовыделение и конденсацию ультрамелких частиц. Стандартный пробоотборник частиц с нижним порогом 0.3 мкм тут работал, но для валидации процесса очистки воздуха после монтажа потребовался прибор с каналом 0.1 мкм и возможностью параллельного отбора проб на химический анализ. Микробиологический же пробоотборник использовался эпизодически, в основном для контроля персонала. Это к вопросу о том, что универсального решения нет — всегда нужна спецификация под процесс.
Провалы и находки: чему учит полевая работа
Расскажу про один не самый удачный эксперимент. Пытались использовать пробоотборник с функцией термодесорбции для последующего ПЦР-анализа собранных микроорганизмов. Идея была красивая: отобрать пробу воздуха не на чашку, а на специальный картридж, потом в лаборатории быстро определить не только наличие микрофлоры, но и её тип. На бумаге — революция для оперативного контроля. На практике же... Чувствительность метода оказалась сильно привязана к эффективности смыва биоматериала с картриджа. При низких концентрациях микроорганизмов в воздухе (как и должно быть в классе ISO 5) мы просто ничего не детектировали, в то время как параллельно выставленные чашки Петри с той же точки отбора через несколько дней инкубации показывали единичные колонии. Вывод: для рутинного мониторинга чистых помещений старый добрый импакционный метод на твёрдые питательные среды пока что надёжнее многих высокотехнологичных новинок. Новые методы хороши для целевых исследований или для помещений с предполагаемой высокой бионагрузкой.
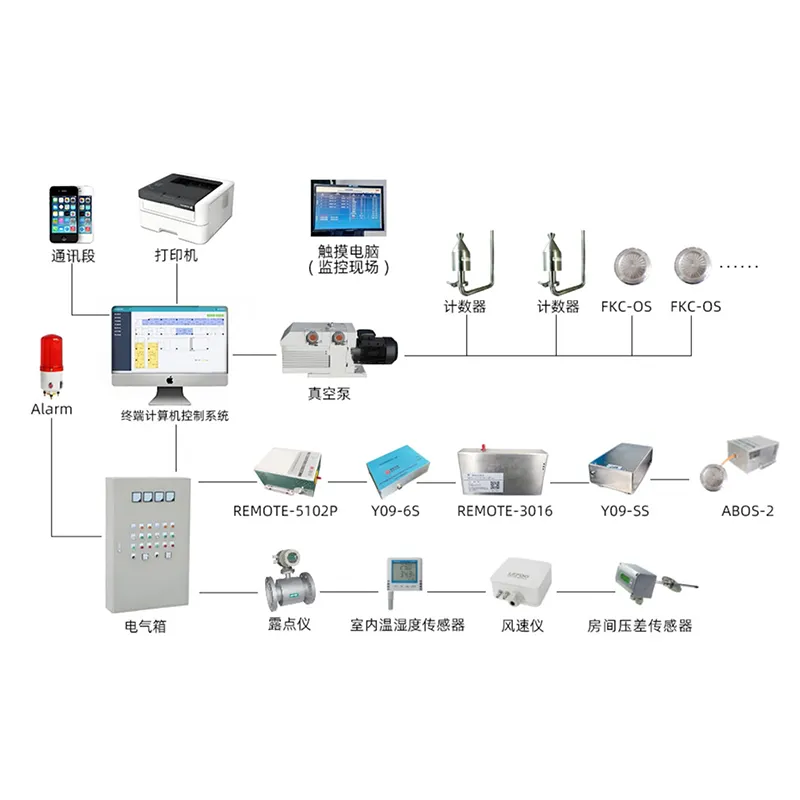
Другая практическая проблема — логистика данных. Современные пробоотборники часто имеют USB-порты, Wi-Fi, встроенную память. Казалось бы, подключил и получаешь красивый график. Но на производстве, где действуют правила GMP, важна не только цифра, а полная цепочка данных: кто установил прибор, когда, каков был номер серии чашки, калибровочный сертификат самого пробоотборника, не было ли сбоев в электропитании во время отбора. Видел системы, где оператор тратил больше времени на возню с софтом и ввод метаданных, чем на саму установку прибора. Идеал — это когда прибор интегрирован в общую SCADA-систему объекта, а его идентификационные и калибровочные данные зашиты в цифровой профиль. Но такая интеграция — это уже уровень проектирования ?с нуля?, как раз та услуга, которую предлагают компании полного цикла, включая АО Сучжоу Хунцзи Чистые Технологии.
И ещё из мелких, но важных наблюдений: ресурс. Особенно у пробоотборников с высокооборотными насосами для отбора частиц малых размеров. Помню, на одном из объектов насос начал терять производительность через полгода интенсивной работы. Оказалось, фильтр тонкой очистки на всасе, который должен защищать насос, забивался быстрее расчетного срока из-за специфики производства (постоянное наличие в воздухе следовых количеств силиконового масла). Прибор вроде работал, но скорость потока падала, и калибровка ?уплывала?. С тех пор всегда обращаю внимание на рекомендации по обслуживанию и на возможность простой диагностики расхода в полевых условиях, а не только в сервисном центре.
Выбор и эксплуатация: субъективные заметки
Как же выбирать? Первый вопрос, который я задаю заказчику: ?А что вы будете делать с этими цифрами??. Если ответ: ?Сверять с нормами и записывать в журнал? — это один класс приборов, чаще более простых и надёжных. Если ответ: ?Анализировать тренды, строить корреляции с параметрами работы вентиляции, запускать алерт-системы при отклонениях? — это уже совершенно другой уровень аппаратуры и, что важнее, софта. Иногда выгоднее вложиться не в один ?суперприбор?, а в сеть более простых датчиков частиц и пару специализированных микробиологических пробоотборников для выборочного контроля.
Важный аспект — валидация методики. Сам прибор может быть сертифицирован, но методика отбора проб на конкретном объекте должна быть валидирована. Сюда входит и определение времени отбора (слишком короткое — не уловишь фоновую концентрацию, слишком длинное — может привести к пересыханию питательной среды или переполнению счётчика частиц), и позиционирование, и даже поведение оператора рядом с прибором. Проводили как-то эксперимент: один и тот же пробоотборник в одной точке показывал на 20% больше частиц размером 5.0 мкм, когда рядом ходил человек в обычной хлопковой одежде, по сравнению с режимом, когда в помещении никого не было. Для класса ISO 7 это было критично.
И последнее, о чём хотелось бы сказать — это развитие. Стандарты ужесточаются, методы анализа становятся чувствительнее. Сегодня востребован не просто факт отбора, а репрезентативность пробы и возможность её глубокого анализа. Вижу тренд на совмещение в одном корпусе нескольких методов детекции. Но, опять же, возвращаюсь к началу: главное — это чёткое понимание технологической задачи. Будь то контроль на предприятии пищевой промышленности, в фармацевтическом цеху или в научной лаборатории — везде свой ?портрет? угрозы, и пробоотборник микроорганизмов и частиц в воздухе должен быть настроен именно под этот портрет. Иначе это просто дорогая игрушка, которая создаёт видимость контроля.
Вместо заключения: мысль вслух
Работа с воздухом — это всегда работа с невидимым. Ты не можешь его ?пощупать? до того, как пройдётся пробоотборник. Поэтому доверие к прибору и к методике — ключевое. Это доверие не возникает от брошюр с техническими характеристиками. Оно возникает от понимания, как прибор ведёт себя в реальных, а не идеальных условиях. От опыта его калибровки, от знания его ?болезней?, от умения интерпретировать его данные не изолированно, а в контексте всей системы чистого помещения или технологического процесса.
Сейчас, глядя на ассортимент, например, на том же aircleanroom.ru, видно, что рынок движется в сторону комплексных решений. И это правильно. Потому что отдельно взятый пробоотборник — это лишь инструмент. Его ценность раскрывается только тогда, когда он становится частью отлаженной системы обеспечения чистоты, где проектирование, строительство, оборудование и мониторинг работают как одно целое. И в этой системе данные по частицам и микроорганизмам перестают быть просто строчкой в отчёте, а становятся языком, на котором говорит производство о своём состоянии. А это, в конечном счёте, и есть цель всего этого контроля.
Так что, выбирая прибор, задавай себе вопрос не ?сколько каналов у счётчика частиц??, а ?какую проблему производства я решу с его помощью??. Ответ на этот вопрос сэкономит и деньги, и нервы в будущем. Проверено.