Когда слышишь про систему онлайн-мониторинга взвешенных частиц, многие сразу представляют себе красивый экран с цифрами в углу чистого помещения. Типа, повесил и забыл. На деле же, если ты реально с этим работал, знаешь — это часто самая нервная точка проекта. Потому что данные с неё идут напрямую в отчёт для регулятора или заказчика. И если там сбой или, что хуже, систематическая погрешность — все твои усилия по строительству чистых зон могут пойти насмарку. У нас в отрасли до сих пор встречается подход ?главное — сертификат на датчик?, а как система живёт в контуре управления вентиляцией, как реагирует на реальные возмущения — это уже второстепенно. Вот с этого, пожалуй, и начну.
Из чего на самом деле складывается рабочая система
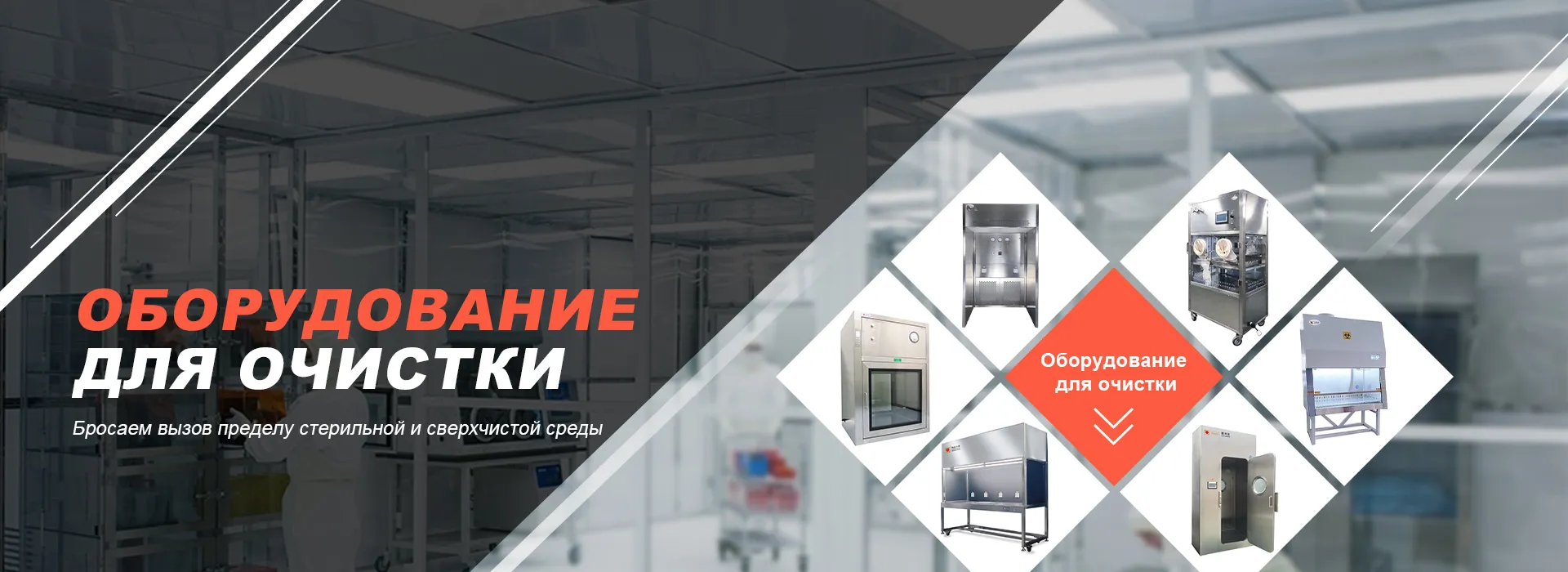
Идеальная картинка из брошюры: несколько лазерных частицесчётчиков, подключённых к центральному контроллеру, который выводит данные на панель и в архив. Реальность сложнее. Самый частый косяк, с которым сталкивался, — это нестыковка протоколов. Привезёшь, к примеру, хороший сенсор от европейского производителя, а он упорно не хочет ?разговаривать? с российским ПО для визуализации, которое уже стоит у заказчика. Приходится городить промежуточные шлюзы, писать скрипты. И каждый такой слой — потенциальная точка отказа.
Второй момент — размещение пробоотборных точек. Недостаточно просто руководствоваться стандартом ISO 14644-1. В живом помещении, где люди ходят, открывают двери, завозят оборудование, возникают локальные завихрения. Была история на одном фармпроизводстве: датчик показывал стабильный класс чистоты, а выборочные замеры портативным прибором в зоне загрузки сырья регулярно выявляли всплески. Оказалось, пробоотборная трубка была смонтирована слишком близко к возвратной решётке, и она просто ?не видела? кратковременный выброс при открытии шлюза. Пришлось пересматривать всю карту мониторинга, добавлять точки.
И третий, самый неочевидный для новичков аспект — калибровка и верификация в полевых условиях. Да, датчик приезжает с заводским сертификатом. Но после транспортировки, монтажа, особенно если была вибрация, его отклик может уплыть. Мы всегда закладываем время не только на монтаж, но и на параллельные измерения эталонным прибором после установки. Иногда это выливается в неприятный разговор с заказчиком: ?Ваш новый датчик врёт, нужно регулировать?. Но лучше это выяснить на этапе пусконаладки, чем через месяц при проверке.
Опыт и грабли: когда мониторинг становится частью технологического процесса
Здесь хочу привести пример работы с компанией АО Сучжоу Хунцзи Чистые Технологии. Мы привлекали их как подрядчика для оснащения одной из наших линий по сборке микрооптики. Их сайт aircleanroom.ru позиционирует их как комплексного поставщика — от оборудования до строительства чистых помещений. Что было ценно в их подходе? Они изначально рассматривали систему онлайн-мониторинга не как отдельный продукт, а как подсистему в составе САУ вентиляцией и кондиционированием. То есть, данные с частицесчётчиков использовались не только для записи в лог, но и для управления скоростью вращения вентиляторов в режиме реального времени.
Но и тут не без проблем. Алгоритм управления, зашитый в их контроллер, изначально был слишком ?резким?. Резкий скачок концентрации частиц приводил к мгновенному переходу вентиляции на максимальную скорость, что вызывало скачок давления, хлопки дверями, и в итоге — подсасывание нефильтрованного воздуха из соседних зон. Получался замкнутый круг. Пришлось совместно с их инженерами неделю настраивать ПИД-регуляторы, вводить плавные временные задержки и пороги срабатывания. Это тот случай, когда теория чистых пометий столкнулась с практикой строительной механики и аэродинамики.
Ещё один важный вывод с того проекта: надёжность связи. Проводная связь — это хорошо, но при модернизации существующих цехов прокладка новых кабельных трасс — адская задача. Пробовали радиомодули. В теории — отлично. На практике — помехи от частотных преобразователей двигателей и другого промышленного оборудования глушили сигнал. Остановились на гибридном варианте: магистраль — оптоволокно, от магистрали до датчиков в удалённых точках — защищённые витые пары. Это увеличило смету, но зато мы получили стабильный data stream без потерь пакетов.
Детали, которые решают: пробоотбор, электропитание, человеческий фактор
Часто упускают из виду систему пробоотбора. Длинные трубки, изгибы, недостаточная скорость потока в них — и вот уже крупные частицы оседают на стенках, а мелкие не доходят до датчика вовремя. Искажается не только абсолютное значение, но и гранулометрический состав. Приходится подбирать длину и диаметр трубок, иногда ставить дополнительные маломощные насосы-дозаторы для поддержания постоянного расхода. Это копеечные детали в масштабе всего проекта, но их неправильный выбор сводит на нет точность дорогостоящей системы мониторинга.
Электропитание. Казалось бы, что тут сложного? Но в промышленных сетях бывают просадки и импульсные помехи. Один раз из-за этого ?слетела? прошивка в одном из контроллеров. Теперь мы на все ответственные узлы ставим источники бесперебойного питания с линейно-интерактивной топологией и фильтрацией. И обязательно заземление по отдельной шине, общее с технологическим оборудованием.
И конечно, люди. Операторы, которые видят эти данные. Без их обучения система бесполезна. Бывает, что тревога срабатывает, а персонал, привыкнув к ложным срабатываниям из-за некорректных настроек в прошлом, просто игнорирует её. Или наоборот, при любом мигании красной лампочки начинается паника и остановка процесса. Мы стали обязательно включать в договор не просто поставку и монтаж, а проведение тренингов для технологов и дежурных инженеров. Объясняем не только как смотреть на экран, но и что делать при аварийных сигналах, как интерпретировать тренды, когда это реальное ухудшение чистоты, а когда просто кто-то слишком резко прошёл мимо датчика.
Интеграция и данные: куда всё это течёт и кто этим пользуется
Современный тренд — интеграция в общую систему управления предприятием (АСУ ТП или даже MES-систему). Тут открывается новый пласт задач. Данные о чистоте воздуха нужно увязать с журналом производства: какая партия продукции изготавливалась в момент потенциального превышения? Это требует синхронизации времени всех систем до миллисекунд и чётких регламентов по действиям. Мы на одном из заводов даже внедрили простую систему маркировки: если система онлайн-мониторинга зафиксировала превышение класса более 5 минут, система автоматически ставила метку ?требует дополнительного контроля? на электронную карту производимой в это время серии.
Но и здесь есть ловушка. Руководство хочет видеть один ?красочный? дашборд со всеми KPI, включая чистоту. А для его построения данные часто ?усредняют?, ?агрегируют? и ?сглаживают?. В итоге теряется сама суть оперативного мониторинга — видеть резкие, кратковременные события. Приходится находить компромисс: для руководства — сводные отчёты за смену, для технолога — детализированный реальный график с возможностью масштабирования по времени.
Хранение данных — отдельная головная боль. Требования регуляторов в фарме и микроэлектронике обязывают хранить первичные данные годами. Архив на жёстких дисках контроллера — ненадёжно. Нужна выгрузка на защищённый сервер с регулярным бэкапом. И опять же, нужно продумать структуру базы данных так, чтобы через три года можно было однозначно найти данные по конкретной точке, дате и времени, и при этом не захламить сервера терабайтами информации.
Взгляд вперёд: что ещё не идеально, но уже на горизонте
Сейчас много говорят про предиктивную аналитику. Мол, система мониторинга будет по трендам данных предсказывать скорый выход из строя HEPA-фильтра или вентилятора. На практике я пока не видел действительно работающих решений ?из коробки?. Чаще всего это требует накопления огромной массива данных именно с этого конкретного объекта и обучения модели, что дорого и долго. Но направление перспективное. Первые шаги, которые уже можно делать, — отслеживание медленного роста базового уровня концентрации частиц, что может указывать на начальную стадию разгерметизации фильтрующего модуля.
Другое направление — миниатюризация и удешевление сенсоров. Позволит делать не 5-10 точек контроля в помещении, а сеть из 20-30. Это даст не усреднённую, а реальную объёмную картину распределения загрязнений. Но здесь вопрос к точности таких массовых сенсоров и, опять же, к сложности обработки и осмысления этого массива данных. Не превратится ли комната контроля в центр управления полётами?
В итоге, возвращаясь к началу. Система онлайн-мониторинга взвешенных частиц — это не ?датчик на стене?. Это живой организм, вплетённый в технологический процесс, зависимый от сотни инженерных решений и человеческого фактора. Её успех определяется не спецификациями на бумаге, а тем, насколько глубоко проектировщики и инженеры понимают физику процессов в конкретном чистом помещении и готовы к кропотливой, негромкой работе по настройке и обслуживанию. Как в том проекте с АО Сучжоу Хунцзи Чистые Технологии — результат стал хорошим только после того, как мы перестали делить работу на ?их? и ?нашу?, а сели вместе разбираться с каждой аномалией в логах. Именно такой подход, а не просто покупка самого дорогого оборудования, в конечном счёте, и гарантирует ту самую чистоту, которую все хотят видеть в отчёте.