Когда говорят про стерилизационное и изоляторное оборудование, многие сразу представляют себе ряды автоклавов в ЦСО или ламинарные боксы в лаборатории. Но это лишь вершина айсберга. На деле, если копнуть глубже в проектирование чистых зон, особенно для фармацевтики или микроэлектроники, понимаешь, что ключевая задача — это создание и поддержание контролируемой среды на всех этапах. И здесь оборудование для стерилизации и изоляции становится не отдельными единицами, а частью сложной системы. Частая ошибка — думать, что купил хороший стерилизационное оборудование, поставил изолятор, и все проблемы решены. А потом начинаются вопросы: почему в зоне А после загрузки материалов скачут частицы? Почему параметры среды в изоляторе плавают? Опыт показывает, что без грамотного общеобменного климата и мониторинга вся эта ?стерильность? может оказаться иллюзией.
Связующее звено: чистая комната и специализированное оборудование
Вот смотрите. Устанавливаешь, допустим, барьерный изолятор для работы с цитостатиками. Сам по себе он, конечно, обеспечивает защиту оператора и продукта. Но он же стоит в помещении! И если в этом помещении не решены вопросы по притоку-вытяжке, по перепадам давления, по температурно-влажностному режиму, то работать в нем будет мучительно. Сам изолятор может начать ?захлебываться?, если баланс воздушных потоков в комнате не сбалансирован. Мы как-то сталкивались с ситуацией, когда заказчик купил дорогущую стерилизационную установку для термолабильных материалов, но разместил ее в обычном техпомещении. Конденсат, коррозия, постоянные сбои — в итоге пришлось переделывать под нее полноценный локальный чистый модуль.
Именно поэтому подход должен быть комплексным. Нельзя рассматривать изоляторное оборудование в отрыве от инфраструктуры, в которую оно встроено. Это как двигатель для корабля: сам по себе мощный, но без правильно рассчитанного корпуса и систем управления толку будет мало. Здесь мне вспоминается опыт коллег из АО Сучжоу Хунцзи Чистые Технологии (их портал — aircleanroom.ru). Они как раз идут от общего к частному: сначала проектирование чистого помещения под процессы заказчика, а уже потом подбор и интеграция в него конкретного технологического оборудования, включая стерилизационное и изоляторное. В их ассортименте, кстати, не только проектирование и строительство, но и оборудование для очистки воздуха и мониторинга частиц — что, на мой взгляд, критически важно для валидации всей системы в сборе.
Отсюда вывод, который многим кажется очевидным, но на практике его игнорируют: валидация начинается не с протокола испытаний автоклава, а с аттестации чистого помещения, где этот автоклав стоит. Если среда нестабильна, то все последующие проверки стерилизационного оборудования теряют часть своего смысла. Потому что даже идеально простерилизованный инструмент или материал будет контаминирован при извлечении в неконтролируемую атмосферу.
Дьявол в деталях: мониторинг и переходные шлюзы
Один из самых болезненных моментов — организация передачи материалов между зонами разного класса чистоты. Допустим, у нас есть стерилизатор в зоне подготовки и асептический изолятор в зоне наполнения. Как обеспечить стерильный перенос? Тут не обойтись без грамотно спроектированных пассажных автоклавов или ?мышек? (VHP-шлюзов). Но и это не панацея. Важно, чтобы цикл стерилизации в таком шлюзе был валидирован именно для тех конкретных материалов и упаковок, которые будут через него передаваться. Был случай: использовали стандартный цикл для нержавеющей стали, а потом начали гнать через шлюз пластиковые контейнеры со сложной геометрией. Результат — холодные точки и положительные индикаторы бионагрузки. Пришлось пересматривать всю логистику.
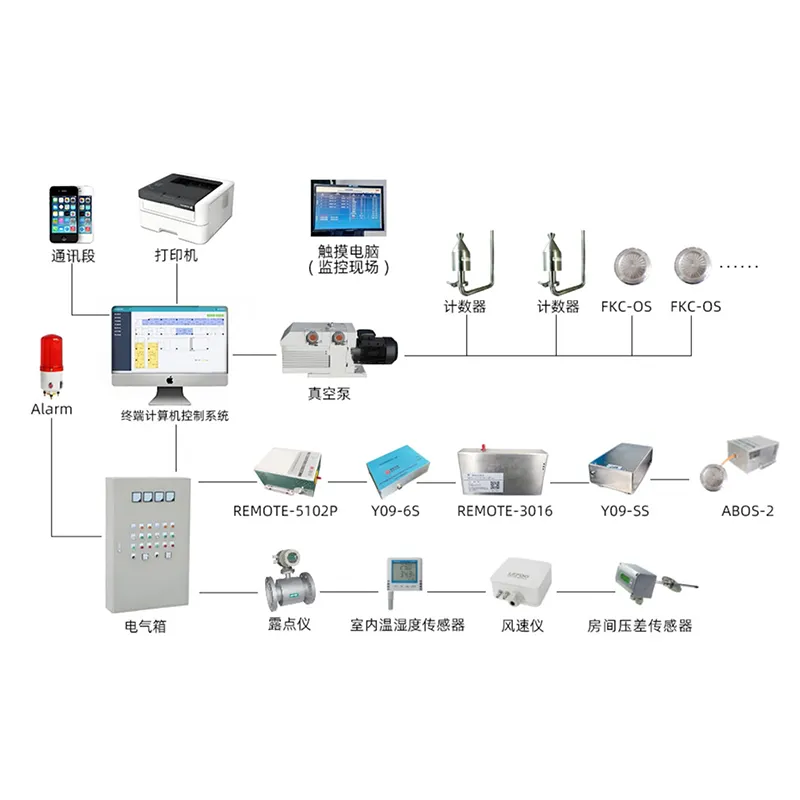
Здесь снова всплывает важность мониторинга. Непрерывный контроль частиц в воздухе — это не просто формальность для инспектора. Это инструмент для оперативного принятия решений. Если при открытии дверцы шлюза или загрузке в стерилизатор датчики показывают всплеск, это прямое указание на проблему в процедурах персонала или в балансировке воздушных завес. На сайте АО Сучжоу Хунцзи Чистые Технологии в списке услуг и продуктов как раз заложена эта логика: проектирование чистых помещений, оборудование для очистки воздуха и приборы для мониторинга частиц идут в одной связке. Без последнего звена система слепа.
Еще один нюанс — совместимость материалов. Оборудование для стерилизации, особенно агрессивными методами (той же перекисью водорода), должно быть выполнено из совместимых материалов, которые сами не выделяют частиц и выдерживают многократные циклы. Иначе через полгода активной эксплуатации можно получить неконтролируемый источник контаминации внутри якобы стерильной зоны. Это та самая практическая мелочь, которую в каталогах не всегда увидишь, но которая решает успех проекта.
Изоляторы: не просто коробка с перчатками
Современное изоляторное оборудование — это сложный инженерный комплекс. Речь уже не только о защите оператора (хотя это база), но и о защите продукта от оператора и окружающей среды. Особенно в асептическом производстве. Ключевые параметры: поддержание класса чистоты А внутри при любых манипуляциях, гарантированное время деконтаминации, эргономика для оператора, чтобы снизить утомляемость и, как следствие, ошибки.
На практике часто упираются в ?стыковки?. Как изолятор интегрирован с линией наполнения? Как организована выгрузка готовой продукции? Проблемы возникают на границах. Видел проекты, где сам изолятор был безупречен, но система загрузки флаконов или выгрузки пробок создавала такие турбулентные потоки, что о классе А внутри можно было забыть. Или другая история: для деконтаминации внутреннего объема использовался генератор перекиси, но система его подачи и нейтрализации была рассчитана неправильно, остаточная перекись повреждала чувствительные компоненты оборудования внутри.
Поэтому при выборе и проектировании изоляторов важно рассматривать их как часть технологической линии, а не как самостоятельный модуль. Нужны детальные технологические регламенты от заказчика: что, как и в какой последовательности будет внутри происходить. Без этого даже лучший производитель сделает ?коробку?, которая не будет оптимально решать задачи производства.
Стерилизация: выбор метода и валидация
С стерилизационным оборудованием своя головная боль. Пар, сухой жар, ЭО, радиация, плазма, перекись… Выбор метода зависит от продукта. Но часто на предприятиях есть устоявшаяся, но не всегда оптимальная практика. Например, все стерилизуют паром, потому что так исторически сложилось, хотя для некоторых полимеров куда щадяще был бы метод низкотемпературной плазменной стерилизации. Переучивать персонал, менять протоколы, валидировать новый метод — это сопротивление, на которое часто не идут.
Самое сложное в стерилизации — не сам процесс, а доказательство его эффективности и воспроизводимости. Валидация — это огромный пласт работы. Нужно определить самые ?холодные? точки в камере, подобрать биологические индикаторы, провести полугодовые циклы… И это не разовая акция. Необходимо постоянно мониторить параметры каждого цикла, проводить периодические перевалидации. Оборудование должно не только выполнять цикл, но и предоставлять достоверные, защищенные от изменений данные для аудита. Системы с ручной записью температуры и давления в журнал — это уже вчерашний день, хотя кое-где еще встречаются.
Интересный момент — тенденция к уменьшению габаритов и созданию модульных стерилизационных решений для размещения непосредственно в чистых комнатах, ближе к точке использования. Это снижает риски при транспортировке простерилизованных материалов. Но такие компактные аппараты должны быть спроектированы с учетом жестких требований по чистоте внешних поверхностей и шуму, чтобы не вносить дисбаланс в микросреду чистого помещения.
Интеграция и будущее: умные системы и данные
Куда все движется? На мой взгляд, будущее за интегрированными системами, где стерилизационное оборудование, изоляторное оборудование, системы вентиляции и мониторинга обмениваются данными в реальном времени. Не просто набор отдельных приборов, а цифровой контур. Например, данные с датчиков частиц в изоляторе могут автоматически инициировать дополнительный цикл очистки. А лог-файл стерилизатора может быть вшит в электронный паспорт партии продукции.
Но здесь же кроется и новая проблема — кибербезопасность и соответствие требованиям 21 CFR Part 11 для фармы. Просто подключить все к сети недостаточно. Нужна продуманная архитектура данных. Компании, которые предлагают комплексные решения, как та же АО Сучжоу Хунцзи Чистые Технологии, имеют здесь преимущество, если могут предложить не просто ?коробки?, а именно связанную экосистему с единым интерфейсом управления и валидированным ПО.
В итоге, возвращаясь к началу. Стерилизационное и изоляторное оборудование — это не просто железо. Это функциональные узлы в живом организме чистого производства. Их эффективность на 100% зависит от того, насколько грамотно они вписаны в общую концепцию, насколько качественно подготовлена для них среда и насколько продуманы все сопряжения и процедуры. Можно купить самое дорогое, но без системного подхода результат будет далек от ожидаемого. И наоборот, даже оборудование среднего ценового сегмента, но идеально интегрированное в валидированную инфраструктуру, будет работать надежно и предсказуемо. Главное — не экономить на проектировании и не забывать про ?скучные? вещи вроде мониторинга и валидации. Именно они в критические моменты и определяют, будет ли продукция стерильной, а процесс — под контролем.