Когда слышишь ?стерильный изолятор?, многие представляют себе этакий прозрачный шкаф с парой перчаток — поставил и работай. На деле, это тонкая история, особенно когда речь о фасовке. Тут любая мелочь, от материала стенок до организации воздушных потоков, может свести на нет всю стерильность. Сам через это проходил, когда пытались адаптировать обычный ламинарный шкаф под асептические условия. Получился дорогой и бесполезный эксперимент.
Основная ошибка: недооценка динамики процесса
Главный промах, который я часто вижу — выбор изолятора без учета реальных действий оператора. Фасовка — это не статичное размещение предметов. Это вскрытие упаковок, пересыпание, взвешивание, манипуляции с клапанами. Каждое движение создает турбулентность, поднимает частицы. Если вертикальный ламинарный поток в изоляторе недостаточно ?жесткий? и однородный, эти частицы понесутся прямо в зону продукта.
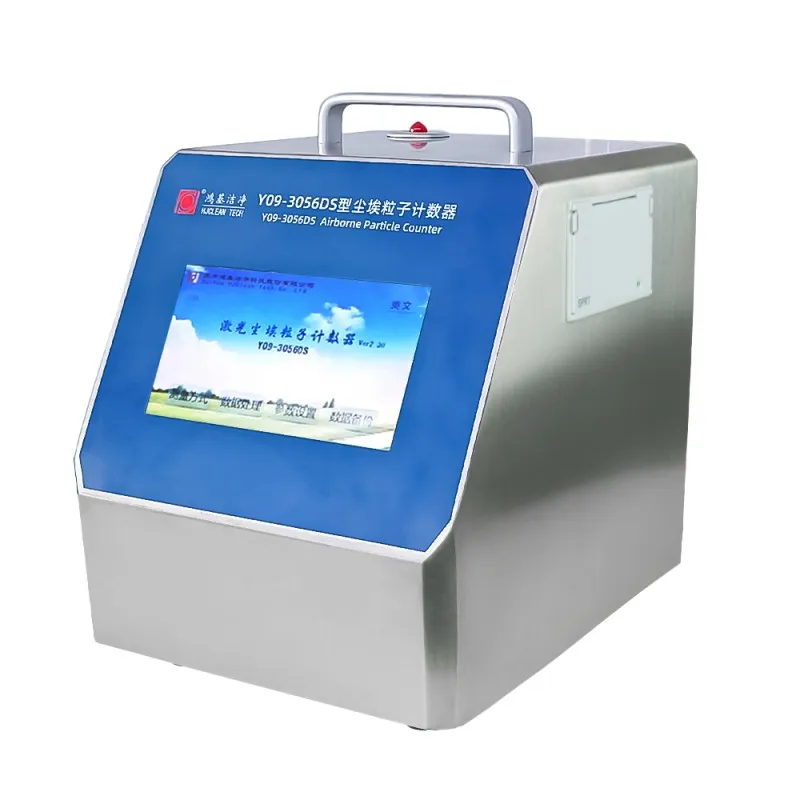
У нас был случай с фасовкой порошкового субстрата для микробиологии. Использовали изолятор с заявленным классом чистоты А по ISO 14644-1. Но при активной работе внутри счетчик частиц (кстати, потом взяли у АО Сучжоу Хунцзи Чистые Технологии на тест) зашкаливал. Проблема оказалась в компоновке: вытяжные решетки были расположены неудачно, создавались ?застойные? зоны, где пыль циркулировала по кругу.
Отсюда вывод: сертификат на сам бокс — это одно, а валидация технологического процесса внутри него — совсем другое. Нужно смотреть на изолятор как на часть системы, куда входит и подготовка оператора, и ввод материалов, и вывод отходов.
Ключевые узлы, на которые стоит смотреть в первую очередь
Первый пункт — система фильтрации и вентиляции. HEPA-фильтр H14 — это must have, но важно, как организован воздухообмен. Однопроходный поток, конечно, идеал, но для некоторых бюджетных решений используют рециркуляцию с подмесом. Тут нужно очень внимательно смотреть на размещение датчиков дифференциального давления и точек отбора проб воздуха. Они должны быть в критических зонах, а не где удобно монтажнику.
Второе — переходные шлюзы, или ?глайпорты?. Часто их делают минимального размера, лишь бы передать материалы. Но если вы фасуете что-то объемное, приходится держать их открытыми дольше, нарушая баланс давления. Лучше смотреть на модели с двумя заслонками и возможностью дезинфекции камеры шлюза. В каталоге на aircleanroom.ru видел варианты с УФ-подсветкой в шлюзах — практичное решение для мелкосерийного производства.
И третий, часто упускаемый момент — материалы внутренних поверхностей. Нержавейка 304 — стандарт, но сварные швы должны быть гладкими, без раковин. Я сталкивался с тем, что в микротрещинах на сварке со временем начинала развиваться биопленка, которую обычной спиртовой обработкой не возьмешь. Приходилось менять весь модуль.
Интеграция в чистую зону: история одного неудачного монтажа
Расскажу на примере. Заказали мы как-то хороший, вроде бы, стерильный изолятор для фасовки антибиотиков. Сам блок был собран качественно, но инженеры не учли планировку нашего помещения. Смонтировали его так, что загрузочный шлюз оказался напротив проходной двери. Каждое открытие двери создавало воздушный поршень, который колыхал завесу на выходе из изолятора. Валидацию чистоты провалили влет.
Пришлось вызывать специалистов по перепланировке. Компания, которая нам потом помогала, как раз занимается проектированием и строительством чистых помещений комплексно. Они объяснили простую вещь: изолятор — не автономная крепость. Он должен быть вписан в общую схему движения персонала, материалов и воздушных потоков всего цеха. Теперь мы всегда сначала делаем детальный план расстановки, а потом уже заказываем оборудование.
Кстати, на сайте АО Сучжоу Хунцзи Чистые Технологии в разделе услуг это правильно акцентировано — проектирование идет в связке с подбором оборудования. Это логично. Бессмысленно ставить идеальный изолятор в комнату с неконтролируемой средой.
Обслуживание: где кроются скрытые риски
Купить и установить — это полдела. Самое интересное начинается при эксплуатации. Например, замена HEPA-фильтров. В некоторых конструкциях для этого нужно фактически разобрать половину верхней части изолятора, что после сборки требует полной перевалидации. Ищите модели с выдвижными кассетами фильтров, которые можно заменить с ?грязной? стороны, не нарушая стерильность внутреннего объема.
Еще один нюанс — дезинфекция. Паровым пероксидом водорода (VHP) — отличный метод, но не каждый изолятор для него пригоден. Нужна стойкость уплотнителей и датчиков к агрессивной среде. Мы однажды повредили сенсор давления после десятой цикловой обработки, потому что производитель сэкономил на материалах. Теперь этот пункт обязательно включаем в техническое задание.
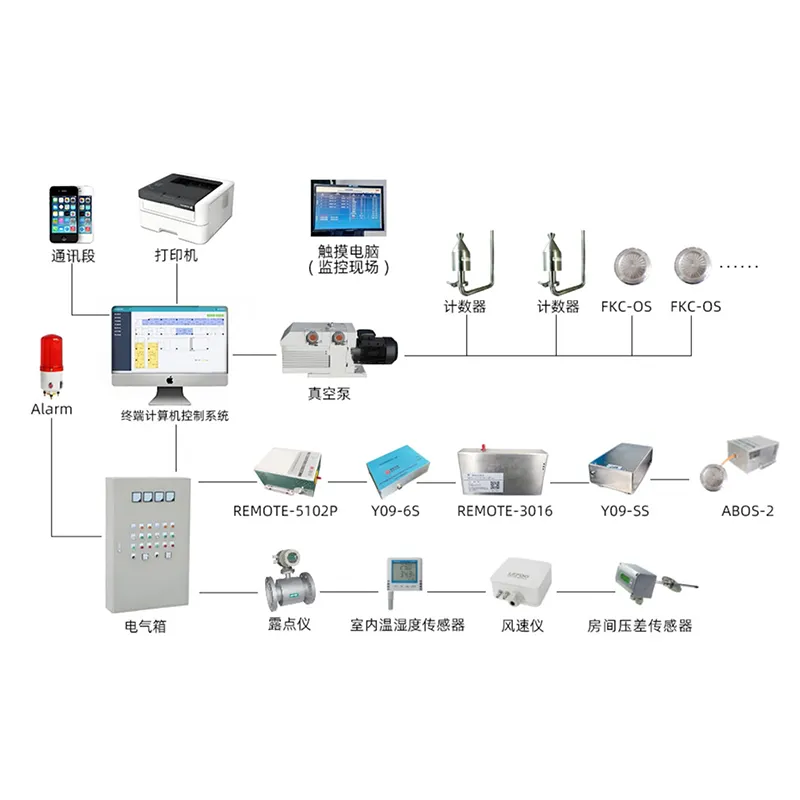
И конечно, мониторинг. Постоянный контроль частиц в реальном времени — уже не роскошь. Хорошо, когда в изолятор можно интегрировать выносные датчики от того же производителя. Видел, что в ассортименте упомянутой компании есть приборы для мониторинга взвешенных частиц в воздухе, которые можно выводить на общую станцию. Это правильный подход для GMP-производств.
Мысли вслух: а всегда ли он нужен?
В погоне за стерильностью иногда впадаешь в крайность. Стерильный изолятор для фасовки — дорогое решение. Для некоторых нестерильных, но чистых продуктов (например, некоторые реактивы для ПЦР) может быть достаточно изолятора с классом чистоты D или просто ламинарного шкафа с тщательно организованными процедурами. Ключевое слово — ?может быть?. Это должно быть подтверждено риск-анализом и пробными тестами.
У нас был проект по фасовке питательных сред. Изначально заложили стерильные изоляторы. Но после анализа выяснилось, что конечная стерилизация продукта в автоклаве нивелирует риски от этапа фасовки. В итоге, сэкономили на оборудовании, направив средства на улучшение системы подготовки воздуха во всем помещении. Это к вопросу о комплексном подходе, о котором я говорил.
В конечном счете, выбор всегда сводится к ответу на вопросы: Каков приемлемый уровень риска для продукта? Что говорит регуляторика? И какова реальная эффективность выбранного решения в ваших конкретных условиях? Без ответов на них даже самый технологичный изолятор — просто красивая и дорогая коробка.