Когда говорят о чистых помещениях для микроэлектроники, многие сразу представляют себе высокие классы чистоты, HEPA-фильтры и людей в ?скафандрах?. Это, конечно, основа, но если бы всё сводилось только к этому, наша работа была бы слишком простой. На деле, ключевая сложность — это интеграция и постоянство. Можно построить помещение, соответствующее ISO 5 (класс 100), но если не продуманы потоки материалов, персонала, температурно-влажностные колебания или электростатика, выход годных изделий упадет, несмотря на идеальные замеры частиц. Частая ошибка — чрезмерный фокус на ?цифре? класса в статике, в ущерб анализу динамических процессов и технологических эмиссий внутри самого производства.
Проектирование: где начинаются реальные проблемы
Вот, к примеру, классическая история. Заказчик хочет линию по производству сенсоров. Техзадание: ISO 6 в рабочей зоне. Чертим, считаем кратности воздухообмена, размещаем потолочные фильтры. Но микроэлектроника — это часто процессы с локальными источниками загрязнений: пайка, нанесение компаундов, лазерная маркировка. Если просто равномерно ?залить? помещение очищенным воздухом, эти локальные эмиссии не будут эффективно захвачены. Приходится думать о местных вытяжных зонтах, о выстраивании воздушных завес, которые не нарушат общий ламинарный поток. Иногда лучше сделать общий класс чуть ниже, но обеспечить жесткий контроль в 30-сантиметровой зоне вокруг продукта.
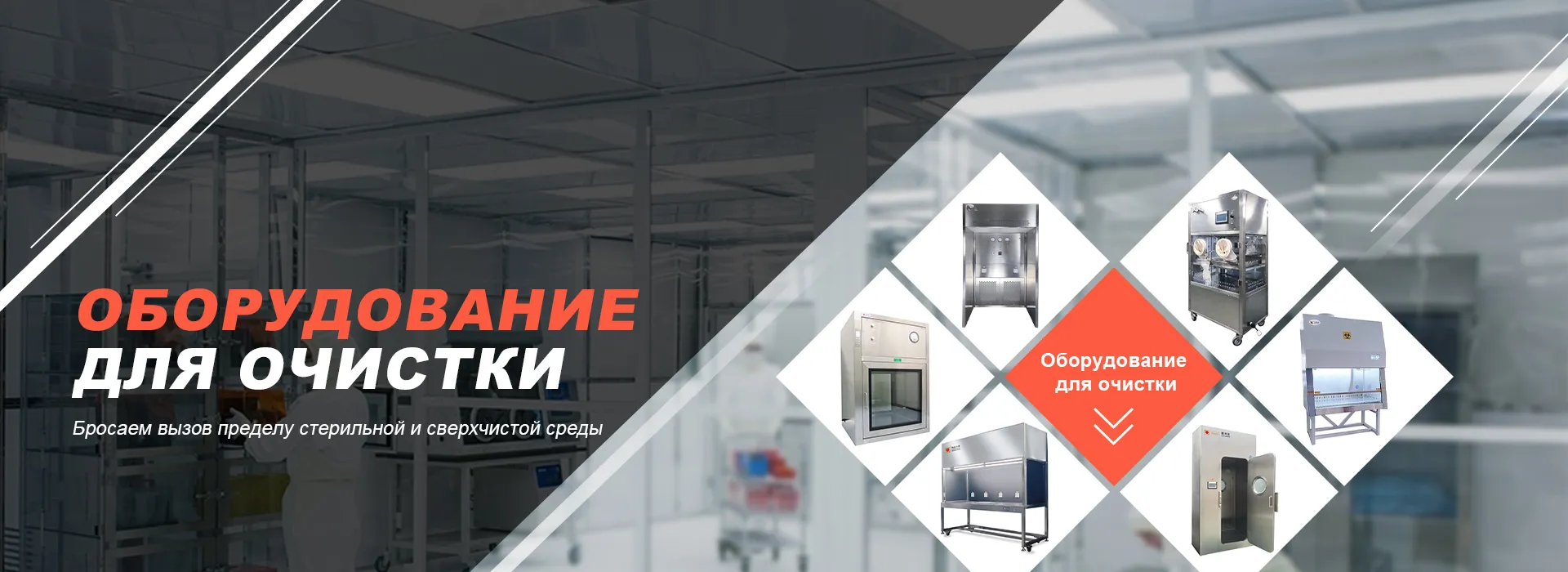
Здесь как раз важен опыт проектировщика, который видел реальные процессы. Мы в АО Сучжоу Хунцзи Чистые Технологии часто сталкиваемся с запросами на ?типовое решение?. И почти всегда его приходится глубоко адаптировать. На сайте aircleanroom.ru мы, конечно, показываем примеры оборудования — те же модульные потолки с фильтрами H14 или системы мониторинга. Но за каждым таким проектом стоит куча уточнений: а какой именно клей будет наноситься? Какие растворители? Есть ли в процессе выделение кислотных паров? Это определяет выбор материалов отделки, тип вытяжки, коррозионную стойкость самих фильтров.
Одна из самых коварных вещей — это совмещение ?чистых? и ?грязных? операций в одном техпроцессе. Допустим, после пайки плату нужно визуально инспектировать. Для пайки нужна вытяжка, а для инспекции — чистый воздух над столом. Получается конфликт потоков. Приходится идти на компромиссы: организовывать зоны с разным перепадом давления внутри одного помещения, использовать подвижные воздуховоды. Это не всегда красиво выглядит на схеме, но работает на практике. Идеальная картинка из каталога здесь часто разбивается о необходимость техобслуживания: как менять фильтр, не останавливая линию на 8 часов?
Оборудование и мониторинг: данные против интуиции
С оборудованием для чистых помещений тоже не всё однозначно. Рынок завален вентиляционными установками и фильтрами. Но для микроэлектроники критична не только эффективность фильтрации (с ней-то как раз проблем мало), а вибрация от вентиляторов, равномерность потока по всей площади фильтра и, опять же, возможность обслуживания без катастрофы. Бывало, ставили дорогую импортную установку, а она выдавала такие низкочастотные колебания, что это влияло на точность позиционирования в литографическом оборудовании. Пришлось допиливать систему виброизоляции, о которой в паспорте не было ни слова.
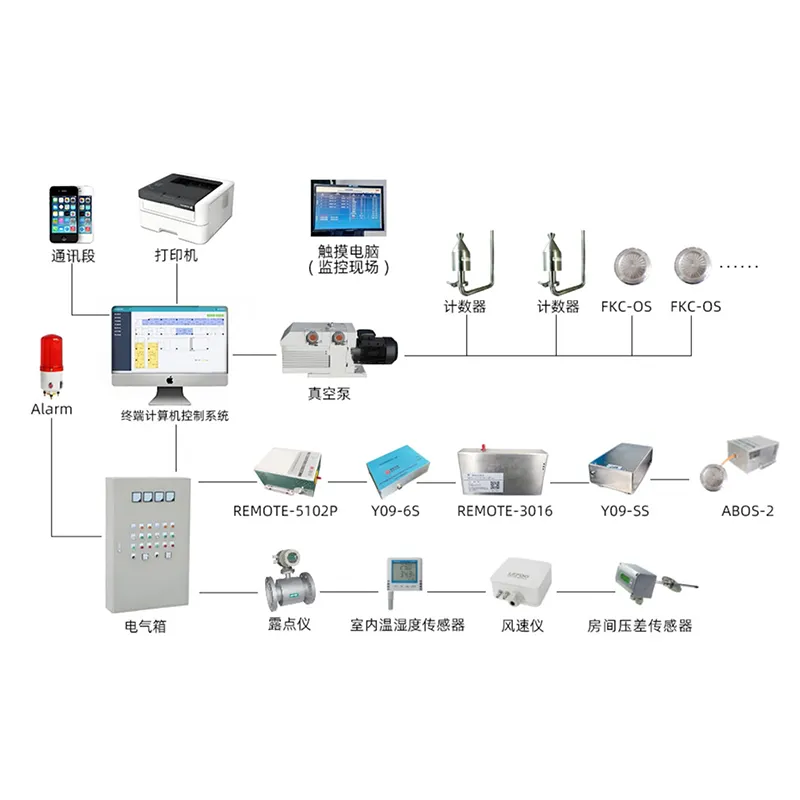
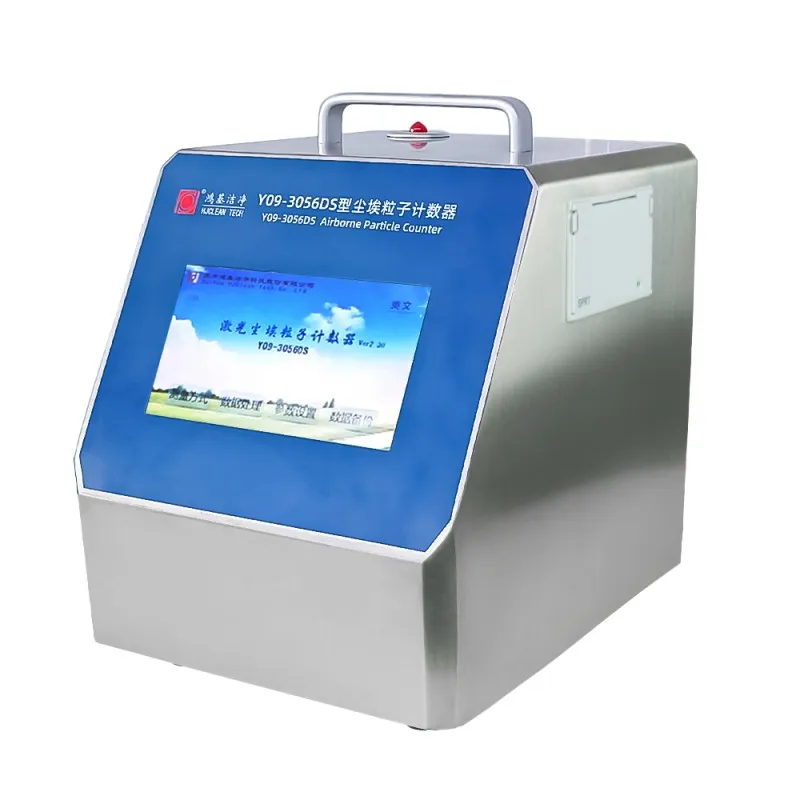
Системы мониторинга — отдельная тема. Современные приборы для подсчета частиц дают тонны данных. Но что с ними делать? Видел ситуации, когда на мониторах круглосуточно висели красивые графики, а технолог на них не смотрел, потому что не было привязки к конкретным операциям. Важно не просто фиксировать, что в 14:00 был пик частиц размером 0.5 мкм, а понимать, что в это время оператор зашел в помещение после обеда или запустилась гильотинная резка подложек в соседнем отсеке. Поэтому мы всегда настаиваем на интеграции системы мониторинга с журналом событий производства. Иногда полезнее иметь три простых датчика, привязанных к ключевым точкам, чем двадцать, данные с которых никто не анализирует.
Кстати, про микроэлектронику. Здесь класс чистоты — не самоцель, а инструмент контроля над специфическими загрязнителями. Ионные загрязнения, летучие органические соединения (ЛОС), молекулярные контаминанты — они могут не улавливаться стандартным счетчиком частиц, но убивать тонкие плёнки или вызывать коррозию контактов. Поэтому в проектах для, скажем, производства MEMS-датчиков, помимо стандартного набора, мы часто закладываем активированные угольные фильтры или даже химические фильтры для удаления конкретных кислот. Это уже следующий уровень, и его не всегда видно в первоначальном ТЗ.
Строительство и валидация: теория встречается с реальностью
Фаза строительства — это всегда поле битвы между проектом и обстоятельствами. Даже если все просчитано, на объекте может выясниться, что несущая балка проходит именно там, где нужен главный воздуховод. Или что заказчик купил технологическую печь, габариты и тепловыделение которой отличаются от заложенных в проект. Приходится импровизировать на месте, но в рамках жестких требований к чистоте. Здесь и пригождается модульный подход, который мы используем. Гораздо проще переконфигурировать панели, чем переливать монолитную ?чистую? коробку.
Валидация — это тот этап, где все косяки вылезают наружу. Проводишь тест на восстановление чистоты (recovery test): генерируешь аэрозоль, выключаешь на минуту систему, потом включаешь и замеряешь, за какое время концентрация частиц упадет до нормы. И вот тут может оказаться, что в углу за высоким шкафом образуется ?мертвая зона?, где завихрения. Или что уплотнители на дверях пропускают, когда температура в цехе поднимается выше 25°C. Приходится регулировать балансировку вентиляции, ставить дополнительные направляющие, менять уплотнители на более термостойкие. Это рутина, но без нее сертификат — просто бумажка.
Один из самых поучительных случаев был связан как раз со статикой. Помещение прошло все тесты по частицам, но на производстве плат начался массовый брак из-за пробоя элементов. Оказалось, материалы для антистатического покрытия пола и стульев операторов были выбраны неправильно, их сопротивление было слишком высоким, заряд не стекал. Пришлось срочно менять покрытие и заземление всей мебели. Это тот момент, когда понимаешь, что чистые помещения для электроники — это комплекс: воздух, материалы, люди, процессы.
Интеграция услуг: почему одно без другого не работает
Наше предложение, как у АО Сучжоу Хунцзи Чистые Технологии, включает и оборудование, и проектирование, и строительство под ключ. Это не маркетинг, а суровая необходимость. Потому что если одна компания продала фильтры, другая спроектировала вытяжки, а третья смонтировала панели, при возникновении проблемы начинается бесконечное перекладывание ответственности. ?Это у вас фильтры плохие?, ?Нет, это вы неправильно рассчитали поток?, ?А это монтажники щели оставили?. Когда один подрядчик отвечает за всё, он заинтересован в системном решении. Мы, проектируя, уже знаем, как будем валидировать, и какое оборудование для мониторинга потом понадобится заказчику для рутинного контроля.
Часто после сдачи объекта мы остаемся на техподдержке. И это ценный источник информации. Например, выясняется, что датчики давления на фильтрах слишком быстро засоряются из-за особенностей местной пыли (хотя в чистом помещении!). Или что операторы неправильно используют воздушный душ, заходя по двое. Это позволяет нам дорабатывать будущие проекты, вносить изменения в стандартные процедуры. Иногда именно такие мелкие, не описанные в учебниках детали, определяют успех всего производства.
В итоге, возвращаясь к началу. Чистые помещения для микроэлектроники — это не коробка с фильтром. Это живой организм, который должен быть точно ?подогнан? под конкретный технологический процесс. Самый дорогой воздухоочиститель не спасет, если не контролируются все входы и выходы — и материальные, и человеческие. И главный навык здесь — не умение читать стандарты ISO, а способность слушать технолога, понимать суть его операций и переводить это на язык инженерных решений по воздуху, давлению и материалам. Именно этим мы и занимаемся, от идеи на бумаге до ежедневной эксплуатации.